Van der Graaf will be the first to tell you that the typical drum motor design is nearing 40 years in use for powering conveyor belts across North America. But let NAM – and the VDG team – reintroduce you to this efficiency-saving, safer and more productive generation drum motor design.
Edited by Donna Schmidt

The conveyor drive versus the drum motor: it may not be a question heard daily, but it is an important question to consider, particularly as aging infrastructure needs upgrades and new operations come online with availability and safety both being non-negotiable factors.
To make such a decision, it helps to have a full picture of the technology and its advantages, beginning with the highlights of the drum motor design and how VDG is working to make what might be old new again – and more versatile than ever – for mining and aggregates.
Drum motor definition
According to company heavy-duty industry specialist Matt Lepp, the drum motor is a one-component conveyor belt drive used for powering belt conveyors; in addition to mining, for example, VDG produces for baggage conveyors and food processing as well as postal parcel and others.
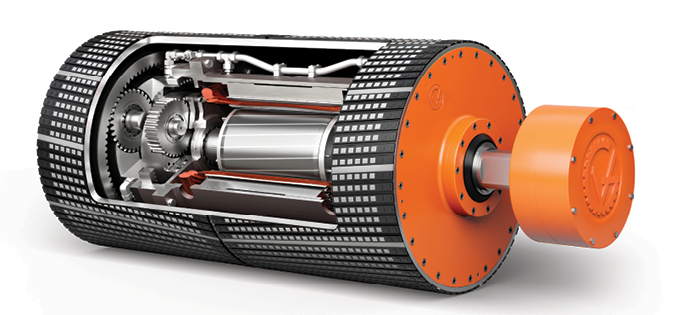
“The drum motor is a unique belt drive as there are no external rotating parts,” he noted. “The input power cable passes through the hollow shaft and is connected to the motor stator. The electric motor is mechanically connected in-line to the gear reducer and that accounts for 20% higher efficiency over a traditional external drive.
The drum motor, which is partially filled with oil, is lubricated as it operates, allowing the heat from it to dissipate, allowing, in theory, the drum motor to be cooled by the belt making full contact with the rotating steel drum.
With the motor and gear reducer in-line, the drum motor eliminates mechanical losses, as is the case with traditional external motor and gearbox systems. The only mechanical losses are in the gear reducer itself, which is 2% per stage of reduction.
Lepp noted the majority of gear reducers in VDG Drum Motors are two-stage, with some having three-stages depending on the desired belt speed. As a result, the mechanical losses of the drum motor may range between 4% and 6%.
“As compared to traditional external motor and gearbox drives, the drum motor, which offers efficiency, safety, and space savings, has not been all that popular with the belt conveyor industry,” he added. “The new generation of drum motors designed and manufactured by VDG aims to change this.”
A word on motors
“An important feature of a standard electric motor is an external cooling fan; without a cooling fan, the temperature of the electric motor will keep increasing to the point of distraction,” Lepp noted. He added that, for an electric motor to produce rotation, a rotating electromagnetic field is needed and to achieve that, it requires ferrous and nonferrous materials such as iron and copper or iron and aluminum.
The stationary part of the electric motor, or the stator, has copper motor windings and iron laminated stator core, while the rotating part (the rotor) is comprised of iron laminations and aluminum bars.
“When an electric motor is running, the magnetic density produces the rotating electromagnetic field from the stator core and the rotor generates heat that needs to be dissipated,” he said. “The other heat source of an electric motor is the heat generated by the copper motor windings as electricity passes through them and draws electrical current measured in amps to produce the rotating magnetic field.”
So, how do you dissipate heat from the electric motor and gear reducer in the drum motor without a cooling fan?
“Originally, it was thought that the oil would transfer heat from the motor and gear reducer to the drum, and from the drum, the heat would dissipate onto the conveyor belt. In order to achieve any heat transfer from the drum motor to the belt, the drum motor could not be covered with rubber lagging,” Lepp explained. However, most drum motors sold now are rubber-lagged and leaves users in the position of having a difficult or even impossible time removing heat from the drum motor.
Most drum motor failures are tied to an inability to extract and dissipate heat generated by the electric motor and the gear reducer – and this is true regardless of the drum motor brand. Knowing that, VDG’s research team investigated beginning in 2012 how lack of heat transfer affects drum motor reliability.
“The findings were not encouraging. On a drum motor without lagging and full belt contact, the amount of heat dissipated to the belt was only 26% of the required heat dissipation,” Lepp said. “When the same drum motor was tested with lagging, there was no measurable heat dissipation.
“In simple terms, a drum motor with lagging has no cooling. The operating temperature of the electric motor with no cooling will continue to rise until the motor burns out.”
In fact, the test results indicated that when the electric motor reached 100°C, the oil viscosity dropped from 220 centistokes (cSt) to less than 10 centistokes. With 10 centistokes of oil viscosity, the oil was no longer an effective lubricant and, as VDG noted, could result in gear or bearing damage.
Because drum motors like VDG’s are hermetically sealed units, the internal pressure can climb to approximately 18 psi, which reduces the integrity of the oil seals, causes oil leaks, and increases the overall temperature of the drum motor.
“To obtain some reliability when a drum motor is used to drive a belt conveyor, the conveyor load should not exceed more than 60% of the drum motor horsepower rating. Anything above that will cause drum motor failure due to heat buildup. These types of failures have contributed to the common opinion that the drum motor is not a reliable choice as a conveyor belt drive and used mainly in applications where space is restricted for a traditional motor and gearbox drive,” Lepp said.
After an extensive five-year research and development study, VDG developed an all-new drum motor design. The new generation of VDG Drum Motors has a cooler-running motor that does not require external cooling.
More about the
GrizzlyDrive line-up
After significant efforts in design, research and testing, Van der Graaf developed its GrizzlyDrive series of drum motors, which were created specifically for underground mining as well as aggregate processing along with power generation and shiploading – those industrial sectors which are considered to have the most demanding conveyor demands.
As Lepp noted, the GrizzlyDrive series, which is engineered for the harshest, most abrasive and dustiest environments, has been designed for 80,000 hours of continuous operation before needing maintenance. That leads to some notable advantages: decreased maintenance needs, increased safety and efficiency, and a lower total operating cost, and that is thanks to the oil-bathed and enclosed design that protects everything within the drive roller.
“The VDG Oil Cooling-Conditioning unit, supplied as standard with GrizzlyDrive 75 hp and higher, circulates, conditions, and cools the oil for optimal lubrication and heat dissipation, ensuring a cooler running motor and extending the life of the drive,” Lepp said of the series.
“The optional VDG IronGrip lagging extends the life of the belt and other rotating conveyor components, such as rollers and idlers.”
All VDG premium-efficiency electric motors are manufactured in-house by VDG to Class H insulation standards, are inverter-duty, and can be supplied for all standard and non-standard voltage at 50 Hz or 60Hz for 3 phase applications. All of the company’s electric motors undergo a Vacuum Pressure Impregnation (VPI) process, increasing the motor’s life span.
About VDG
VDG (Van der Graaf) is the leader in the design and manufacturing of high-quality, premium-efficiency conveyor belt drives for all types of belt conveyor applications including mining and aggregate to ship loading and power generation. Manufacturing in-house in USA and Canada for 39 years, using cutting-edge production technology and automation, and with continuous improvements through R&D, VDG ensures product quality, fast delivery, and after-sales service.