Considering A Customized Flotation Reagent May Not Be At The Top Of Your Priority List. But As The Experts At BASF Explain, Optimizing Your Flotation Chemistry Could Bring A Range Of Welcome Benefits.
By Jonathan Rowland

Flotation reagents have one objective: to achieve the highest economical recovery of value-bearing minerals. There are, however, a range of considerations that determine what reagents will best realize that goal. New innovations in reagent chemistry are also looking to:
- Improve reagent effectiveness when it comes to concentrating lower grades and more complex mineralogies;
- Enable the flotation of coarse and fine particles; and
- Support the industry’s shift to a more environmentally friendly way of working.
To shed some light on this fascinating – but sometimes complicated – world, North American Mining spoke to the mining chemistry experts at BASF, who started by explaining the different types of reagents and what they do.
Flotation Reagents 101
“There are various reagents that are utilized for differing purposes, including collectors, frothers, activators and depressants,” began Graeme Stewart, global sulfide flotation specialist. “Each of these plays a distinct role in separating the target mineral from the ore.”
- Collectors are adsorbed at the mineral surface, which becomes hydrophobic; this then creates an affinity to attach to air bubbles rising through the slurry.
- Frothers are responsible for stabilizing the bubbles: they are adsorbed at the interface between water and air and bind a thin film of water to the bubble, which increases the longevity of the bubble and reduces coalescence.
- Activators promote adsorption and are added when the desired mineral does not readily adsorb the collector.
- Depressants are applied when the slurry contains minerals that are hydrophobic, either naturally or as a result of collector adsorption, but that are not the target mineral. The depressant interacts with these minerals to create a hydrophilic surface that will no longer attach to the bubble, thereby reducing the collection of waste minerals in the concentrate.
The type of reagent used at any particular mine is, therefore, broadly defined by the mineralogy of its ore and the recovery process. Beyond that, two factors currently drive procurement decisions: cost and performance. A third factor – that of environmental sustainability – is also gaining in prominence, as the mining industry moves to limit its environmental impact.
Of those two first considerations, cost is the primary aspect “in the context of a procurement process that focuses on cost per kilogram of product,” explained Yoav Zuk, flotation specialist. On the other hand, performance-oriented decisions are “more common when the operations team leads the change process, and process improvements take precedence over reagent price.”
Although the cost-driven approach “may be suitable for standard reagents that perform similarly, regardless of manufacturer or supplier, provided the quality is the same, it is not suitable for operating stockpiles that require a customized solution due to the complexity or variability of the ore,” continued Zuk.
In these more challenging process environments, “the use of a commodity reagent may result in performance being satisfactory for a period of time, but suddenly dropping or beginning to fluctuate in another period. Since stability is one of the key factors behind efficiency, this fluctuating state must be avoided by tailoring the right chemical to be robust enough to handle a wide range of feeds or to have the ability to switch between products that best suit the current feed.”

and (increasingly) its environmental impact. Pictured: phosphate flotation.
Customized Chemical Solutions: Some Considerations
The key point when considering a tailored chemical solution is that “in nearly all cases, the reagent’s cost will be negligible compared to performance improvement, such as higher recovery or grade,” said Zuk. “Flotation reagents will not account for a large portion of the overall cost, nor will they have a significant effect on the overall cost of concentrate, but increased recovery will. Another aspect to mention here is the effects on the downstream process. While it may be easy to prioritize recovery over grade to reduce cost or to meet production KPIs, disregarding the grade effect on downstream production might result in higher overall cost.”
Take the example of a phosphate flotation operation. Many will aim for higher recovery over grade, but in doing so, will raise the subsequent cost of producing phosphoric acid, due to increased steam and sulfuric acid consumption, or more frequent maintenance because of impurities.
“Prioritizing grade at the flotation stage may reduce the overall cost from mine to final product, while the cleaner fertilizer or acid that can be produced by using higher grade phosphate concentrate may even open new market possibilities,” concluded Zuk.
Additional considerations include the robustness of the solution and ease of operation. When developing new reagents, it is important to allow the operation “a certain margin of error with products that don’t require very tight control,” said Zuk. This could mean ensuring special equipment, such as heating, is not required for handling, or that the chemical is safe to use and allows smoother, cleaner operations with less build-up in launders.
BASF aims to tailor its reagents based on laboratory testing development for each ore and process conditions to maximize process performance. To this end, the company recently expanded the capability of its laboratory in Tucson, Ariz., to enable it to conduct flotation testing for customers.
The new facility enables the team there to develop customized solutions and address variations that may occur in certain ore types. The North American facility is also one of a string of BASF laboratories across its operating regions. With a strong emphasis on collaboration between these locations, the company combines the advantages of global reach with a regional presence and understanding of local conditions.
Partnership with customers is also an important aspect of BASF’s work, as Binita Bhuta, head of Marketing and Business Development, North America, noted: “For specific flotation challenges, BASF continuously develops tailor-made solutions in collaboration with its customers through trials in laboratories, pilot plants and industrial operations.”
Despite the benefits that customized chemicals may bring to certain mining operations, however, the industry remains intensely cost-focused – which can lead to some missing the big picture. As Zuk succinctly put it: “the adoption of innovative reagents specifically designed to provide either downstream benefits or direct process improvements is often met with reluctance in the industry, particularly as such chemicals tend to increase production costs. Looking only at costs may lead to lost opportunities to improve overall profitability.”
The Environment: A Game-Changer?
The mining industry may be reluctant at times to embrace novel solutions – but the current imperative to improve its environmental sustainability is starting to force a more rapid pace of change. And suppliers to the mining companies are taking note.
BASF, for example, supports its customers in their sustainability transformation with products that accord with the highest sustainability standards of manufacture and delivery, as well as with innovative chemistry, operations support services and digital solutions.
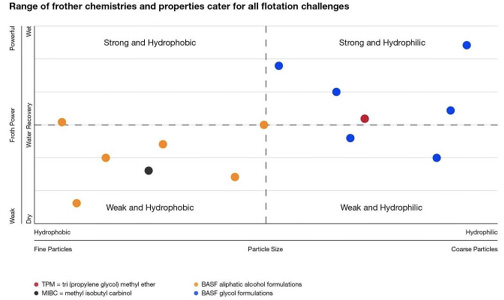
Examples include tailor-made formulations with defined froth characteristics that achieve superior flotation performance, increasing recovery by up to 10% at reduced dose rates and costs: the classic sustainability mantra of “doing more with less.”
“Sustainability benefits are achieved by maximizing froth performance over the full range of properties that affect flotation performance, such as bubble size, bubble coalescence, induction time and froth stability, something that a single chemical cannot do,” said Bhuta.
Robert Leary, head of Sales, U.S. and Canada and Flotation Segment lead, North America, continued: “Safety and handling aspects are also carefully considered in our formulations, and we strive to keep toxicity and ecotoxicity levels as low as possible.”
Another example is the BASF Intelligent Mine. Powered by IntelliSense.io, it comes with out-of-the-box optimization apps for specific processes within the mine-to-market value chain. Benefits include not only higher process efficiency and productivity by using the Digital Plant apps, but also improved stability and transparency of chaotic processes, and a reduction in downtime by predicting shutdown events and providing the ability to avoid them.
“The consumption of reagents and natural resources can thus be significantly reduced,” explained Bhuta. “This is then also accompanied by a change in operating logic from reactive to proactive by applying forecasting tools, including real-time optimization.”
Innovations in Flotation: Coarse and Fine
Ariz., to enable it to conduct flotation testing for customers.
Pictured at the upgraded facility is Sarah Partington, senior
technical specialist.
With ore grades declining in historical mines, mill throughput is increasing to maintain economics. As a result, coarse particle flotation is becoming increasingly important in the mining industry. According to Global Sulfide Flotation Specialist Graeme Stewart, this is typically flash flotation, as the technology has improved alongside new cell designs.
“Flash flotation within a grinding circuit, fed from cyclone underflow, allows the recovery of sufficiently-liberated minerals as concentrate, that may otherwise be returned to grinding, and potentially be overground. By removing the valuable minerals before overgrinding and slimes generation, overall plant recovery can potentially be improved,” Stewart said.
Coarse flotation poses unique challenges to reagents, however; the main one being that, as particle size increases, attachment to the bubble becomes increasingly unstable. As bubbles break, minerals are no longer retained in the froth and cannot be recovered. BASF has therefore developed innovative reagents that can support the recovery of coarse particles in a froth by improving the stability of the mineral-bubble aggregate.
Another challenge is the is the persistence of the frother.
“There are many strong frothers on the market,” commented Leary. “However, their persistent activity can lead to downstream complications, such as froth formation on the surface of the concentrate thickener and associated recovery losses, rheology and underflow pumping issues, and froth control in downstream secondary flotation circuits. While frother strength is important, its persistence must be limited to the primary flotation cell where the product is introduced.”
At the other end of the scale, the ability to successfully collect fines (or even re-process fine-rich tailings) offers a potentially important avenue to improve the mining industry’s yield. Although no satisfactory technology exists for high-level recovery of ultra-fine minerals by froth flotation, research is currently under way by the FineFuture Consortium, in which BASF is participating in as a partner. This EU-funded project aims to create new scientific knowledge that will enable the development of technologies for the recovery of ultra-fine particles.
Looking to Tomorrow
There is an old industry expression: the quality of today’s feed is yesterday’s tailings. But what of tomorrow’s feed? “As technology improves, deposits and old tailings that were too difficult or expensive to treat, become profitable for companies to mine,” concluded Stewart. “Additionally, as current deposits are depleted, lower feed grades with complex mineralogy are becoming the new norm.
The requirements of flotation reagents to improve performance are constantly increasing, including the need to perform in more challenging conditions, such as poor water quality, or to provide improved selectivity over minerals that have no value. BASF continues to develop chemistries that meet the increasing demands for flotation reagents by leveraging its technology and manufacturing strengths.”
The BASF Team
Talking with North American Mining were:
- Graeme Stewart, Global Sulfide Flotation Specialist
- Yoav Zuk, Flotation Specialist
- Binita Bhuta, Head of Marketing and Business Development, North America
- Robert Leary, Head of Sales, U.S. and Canada and Flotation Segment Lead, North America