This lithium production methodology is growing rapidly, drawing interest from environmentalists and producers alike, because it reduces the environmental impact and the cost of lithium production.
by Jorge Espinoza and Victor Mwaba
Growing demand for lithium compounds for use in the manufacture of rechargeable batteries is constrained by the difficulty of maximizing its extraction from natural sources. There are only two sources suitable for practical production: underground deposits of brine or pyroxene minerals, primarily spodumene. In both cases, the content of the desired lithium compounds is very low and mixed in with a variety of other compounds, making it difficult and expensive to isolate.
Underground brine deposits usually have about 400-4,000 milligrams per liter of lithium oxide. This type of brine is mixed with many other salts and dissolved minerals. Using traditional extraction methods, brine is pumped out of wells into huge ponds so water can evaporate and concentrate the mineral content. Over some months, or even more than a year, lithium oxide concentration can reach between 1% and 2%, recoverable through a complex chemical process. This entire process results in groundwater depletion due to evaporation in the ponds.
Most spodumene contains 3% lithium oxide, and capturing it requires open-pit mining, combined with costly and energy-intensive processing.
In recent years, the use of a different brine extraction process, called direct lithium extraction (DLE), has been growing rapidly (as seen in Figure 1). This process, first developed about 50 years ago, can potentially capture more than 90% of lithium (as lithium chloride) in the brine using selective adsorption. This eliminates the need for evaporation ponds, while producing a higher yield and purer final product than traditional evaporative techniques. The processed lithium-free brine can also be returned to the aquifer. This brine treatment method has minimal impact on groundwater levels compared to evaporation ponds. Naturally, these attributes are having major positive effects on the industry.
ELIMINATING ENVIRONMENTAL DRAWBACKS
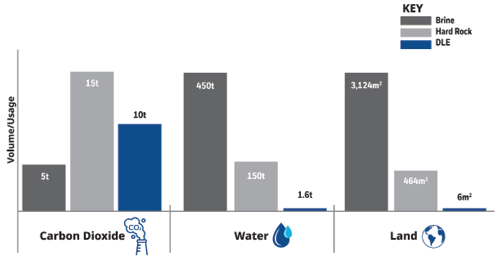
Lithium production has drawn the interest and scrutiny of environmental regulators globally, since it is key to many technologies aiming at reducing climate change. However, concerns remain that the negative effects of lithium production are nearly as bad or even worse than the problems producers are hoping to solve. Consequently, the promise that DLE can be used with its vastly reduced environmental footprint (Figure 2) has regulators and producers hopeful for improved long-term sustainability.
DLE has been implemented over the years throughout many production sites, bringing significant improvements to efficiency and sustainability. This makes it a critical process for mining companies to maintain operational efficiency and sustainability, particularly taking into account local and industry regulations as well as consumer sentiments.
The environmental benefits of DLE are clear, as it requires lower energy consumption compared to hard rock lithium mining and consumes less water compared to evaporation ponds. Let’s look at a variety of techniques that can improve the efficiency and sustainability of the DLE process.
Water management
The DLE process recycles up to 90% of the water used in lithium production. The primary uses of this recycled water are the preparation of reagents and the dilution of other solutions as needed. It is incumbent to maximize process water circulation to minimize the use of fresh makeup water from aquifers, municipalities, or desalination plants. This process involves two main fluid-based operations: extracting fresh brine from the wells and reinjecting lithium-free brine back into the aquifer.
DLE uses recirculating systems and thickeners, so the net water use is a small fraction compared to conventional evaporation ponds. Nonetheless, optimization of water use using measurement instruments is critical to conserve this scarce resource.

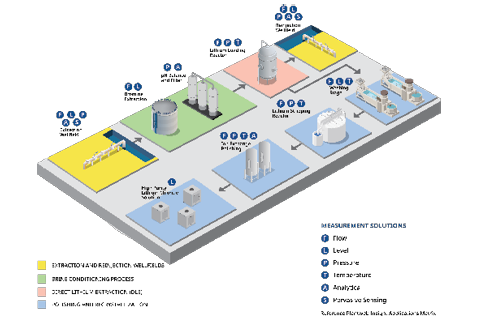
Within the processing equipment itself, there should be numerous flow measurement points, but these may not be sufficient to provide a full picture of process water movement. The amount of data necessary for process optimization may require readings at additional positions (Figure 3). Emerson’s Rosemount 8705 Magnetic Flow Meter is an excellent choice for permanent installation in these systems.
As an alternative to magnetic flow meters, Emerson’s Flexim FLUXUS F731 Non-Intrusive Ultrasonic Liquid Flow Meter can be mounted anywhere on a piping system without a process penetration because the sensors mount on the outside of a pipe. Using this solution, it is possible to pinpoint readings anywhere and change locations when necessary to facilitate troubleshooting without having to shut down the process and production. Placing these units at both ends of a pipe can also indicate the presence of leaks or blockages.

Well management problems can be detected by Emerson’s Rosemount 3051S Submersible Level Transmitter (see Figure 4), since it can reach down into the well directly to determine downhole level and pressure. Using a WirelessHART network, it can be placed in any location without cabling.
Energy use
DLE processes use far less energy than traditional hard rock methods but still require basic utilities to power equipment, such as pumps, compressors, and other essential items. DLE does typically require the brine heated to about 50°C to facilitate the adsorption reaction, but in some cases, brine used in this process are already heated through geothermal heat. Where further heating is necessary, natural gas is the typical fuel choice, but use of renewable sources such as solar and wind-based electricity is growing to minimize carbon footprint effects.
In brines that contain geothermal energy, along with renewable power sources, some producers pass the brine through a heat exchanger ahead of the lithium-loading reactor to capture excess energy. This zero-carbon process can minimize the need for any fossil fuels in the lithium-loading reactor stage. At this point, washing, recrystallization, and polishing stages can begin.
Lithium recovery
The most critical point of DLE is the lithium-loading reaction, where adsorption takes place. Here, most of the lithium chloride is captured, but also smaller amounts of silicon, boron, magnesium and calcium compounds. Washing, stripping, and polishing stages to eliminate the other compounds are also critical, but they can’t improve lithium recoveries if the adsorption process is poor. Monitoring the lithium loading process to ensure mass and energy balance requires a variety of instruments; this process must be monitored and adjusted in near real-time as necessary, calling for specific types of instruments:

- Brine pH must be adjusted for maximum extraction efficiency – Rosemount 3300HT High Performance pH/ORP Sensor (see Figure 5)
- Brine flow must be controlled based on lithium content – Rosemount 8705 Magnetic Flow Meter
- Lime slurry addition to change the pH should be monitored – Micro Motion G-Series Coriolis Flow Meters
- Reactor pressure – Rosemount 3051 Coplanar Pressure Transmitter
- Reactor temperature controlled by steam addition – Rosemount 644 Temperature Transmitter
- Reactor level to maintain necessary head space – Rosemount 3408 Non-Contacting Radar Level Transmitter
After the lithium loading reaction, there are additional steps to purify and polish the product until it is battery-grade lithium chloride. These steps vary depending on the process design, but always require the same types of instrumentation just mentioned.
Mass balance for process optimization
The series of chemical processing steps used after lithium loading are designed to isolate lithium chloride while removing other compounds, all without compromising the desired product. DLE uses far fewer chemical reagents than conventional processes, which is another major advantage. These later steps may happen at a different facility since the volumes for transport are now larger, and it is easier for a producer to have a single centralized plant being supplied with brine from multiple well sites.
The effectiveness of the above-mentioned steps requires controlling multiple factors, including fluid density, pH, ORP, and conductivity. These demand a range of instruments to provide data on flow rates, concentrations, and other critical parameters throughout these process steps.
Using Emerson’s Micro Motion Coriolis Mass Flow Meters (as seen in Figure 6) on all incoming streams, combined with strategic liquid chemistry sensors, provides an accurate picture of the reactants so they can be carefully balanced in each batch to ensure the highest possible reaction efficiency. This saves operating costs and raises product quality.
Maintaining plant reliability
Most facilities depend on a variety of critical pieces of equipment, and if any of them break down, production can grind to a halt. To minimize the possibility of these types of events, sensors can be added to the equipment to monitor its condition. For example, if production hinges on a critical pump, it can be fitted with vibration and heat sensors on all the bearings and rotating shafts.
Using traditional methods, all these monitoring components must be installed and wired, often at considerable expense, which is why it was added only to the most critical piece of equipment. Fortunately, new approaches using WirelessHART-enabled sensors can monitor existing and new equipment at a much more reasonable cost, and with less disruption to existing operations.
For the pump example, it can be outfitted with different types of transmitters (Figure 7) to monitor a variety of performance characteristics:
- Pressure transmitters to measure pressure at the inlet and outlet (suction and discharge)
- Vibration transmitters for the bearings
- Seal condition monitoring transmitters
- Temperature transmitters on the pump and motor
- Flow meter transmitters for the main outlet.
All these transmitters are available with WirelessHART communications, so no signal wiring is needed, nor is power wiring needed because each transmitter has an internal power module. Once WirelessHART infrastructure is set up, additional wireless instruments can be added to the existing network.
All figures courtesy of Emerson.
About Emerson
Headquartered in St. Louis, Mo., Emerson is a global industrial technology leader that provides advanced automation. With an unmatched portfolio of intelligent devices, control systems and industrial software, Emerson delivers solutions that automate and optimize business performance.


About the authors:
Jorge Espinoza is the industry solutions leader for Latin America at Emerson, specializing in instrumentation solutions across various sectors, including mining. Espinoza holds a Bachelor of Science degree in electronic engineering from Universidad Hispanoamericana and a master’s degree in business administration from EUNCET.
Victor K. Mwaba is a global industry metals and mining manager with Emerson, where he is a subject matter expert in the mining industry. Mwaba holds a Bachelor of Science degree in mining engineering from South Dakota School of Mines and a master’s degree in business administration from Kennesaw State University.