Hoists are the backbone of most underground mines; without them, operations come to a standstill, threatening worker safety and mine productivity. North American Mining explores factors in the selection, operation and maintenance of this critical infrastructure.
by Jonathan Rowland

Underground mining is “increasingly trending toward deeper operations and larger payloads,” as Francis Lacasse, ABB’s local business line manager for hoisting in North America, told North American Mining. Extracting minerals from these depths “requires substantial and specialized hoisting equipment.” Yet, despite their criticality, mine hoists remain “relatively simple concepts,” added Josh Phillips, general manager at FKC Lake Shore, although there are “always variables that make each installation unique.”
According to Phillips, selecting the most appropriate hoist for an application begins by understanding its long-term intended use. “Expectations for the facility are critical from the outset. This should include input from all workstreams in a system’s design, implementation, and operations. A primary production or service hoist is a large capital investment, especially when considering the all-in cost for developing a new shaft. It is imperative not to limit the options, ensuring the shaft configuration can meet changing needs over a mine’s useful life.”
The hoist should “never bottleneck a mine’s performance and so limit the facility’s viability,” the FKC Lake Shore GM continued. “Skip size, configuration, and cycle times are all major drivers based on the mine’s anticipated output. Likewise, a service hoist should be designed to support the largest intended machine, unless slope access is available. Personnel cages should ideally accommodate the maximum required number of miners per shift to minimize standby time and facilitate the expedited removal of personnel in emergencies.”
Beyond these initial specifications, several additional factors influence effective hoist selection and design, including:
- Application (production, service, emergency, or slope).
- Mine layout.
- Shaft depth, construction, and environmental conditions.
- Mechanical and electrical components.
- Lifetime operating costs.
- Local regulations.

SHAFT AND MINE LAYOUT
“All mines are different, and many can have changing needs as time progresses,” said Phillips. “The ore type, depth of the ore body, and how many levels are being mined are all variables that dictate the kind of system to be installed.” However, shaft depth is perhaps the most obvious contextual factor influencing hoist selection. For example, friction (Koepe) hoists can only run so deep before losing functionality (slipping), while rope diameter and stretch can be issues for some drum-based systems at depth. “When a deep orebody is accessed, a multi-rope drum-based system may be needed,” explained Francois Koekemoer, business development manager for mine shaft systems at FLS.
“The shaft diameter and compartment spacing also directly influence hoist selection, determining the allowable rope fleeting angles and hoist configuration,” Koekemoer continued. Phillips also noted the shaft’s verticality as a significant impact on a hoist system’s operational performance. “The steel skeleton supporting the hoist system within a shaft must permit the system to traverse smoothly; any slight deviations can lead to the premature failure of the conveyance components.”
Meanwhile, underground mine layouts can vary from a single, horizontally bedded seam to a complex, multi-level facility with various station levels, each placing different requirements on the hoist.
“Whether skip loading, a multi-deck service cage, or large mining equipment, the lateral support for the shaft must be planned and constructed accordingly,” said Phillips. This complexity flows into hoist selection: while multiple levels may not present many challenges for a service cage, loading skips for ore removal may limit the type of system that can be installed. “Most friction systems are best suited for single-level loading,” Phillips added, “because the skips cannot be operated independently of each other.”
Finally, a hoist system’s susceptibility to various types of wear is a potential concern. “The headframe, conveyances, and other operating equipment should be specified according to the expected operating conditions, for example, a painted steel product could deteriorate quickly if used in a corrosive environment,” concluded the FKC Lake Shore GM. Meanwhile, hard rock mining places “more demands on skip lining materials due to its abrasive nature than softer rocks, such as potash,” mentioned Koekemoer.
MECHANICAL AND ELECTRICAL COMPONENTS
Although the mechanical components are “well understood,” improper design or selection can “lead to costly changes and upgrades over the system’s life,” explained Phillips. “Drums, gear reducers, sheave assemblies, and bearings, for example, should receive thorough attention from an experienced design team, so that each component is ideal for the system.”
For example, selecting the appropriate wire rope requires an understanding of both the loading and the specific system being installed. “Hoist selection impacts the cost and frequency of rope replacements,” Koekemoer noted, with Phillips adding that “incorrect rope selection can lead to excessive maintenance costs, loss of production, and compromised safety.” On the other hand, using appropriate and robust mechanical components will help ensure long operating lives: some systems currently operating around North America have been running for more than a century
Electrical systems are “far more advanced and continually adapt new technologies to increase safety and lower operating costs,” Phillips continued, citing the introduction of remote access and troubleshooting, which allow a mine to monitor and trend hoist performance and understand any variability. “The braking systems and their controls are perhaps the most critical component included. The deceleration rates and reliability of the braking system cannot be compromised by a lack of understanding of how it interacts with overall system functionality.”
MINE HOIST REGULATION IN NORTH AMERICA: AN OVERVIEW
Last (but by no means least of the factors influencing hoist selection), Koekemoer mentioned that “local mining regulations must be carefully considered, as these typically set requirements for rope safety factors and impose speed limitations based on the type of load being transported.” These regulatory standards vary depending on the location of the mine in North America, said ABB’s Lacasse, who took up the topic.
According to Lacasse, the most cited regulatory standard in North America is the Ontario Occupational Health and Safety Act for Mines and Mining Plants, which covers most of the requirements from other legislation and has been known to ensure sufficient safety measures for hoists generally. In addition, the Canadian Standards Association’s (CSA) M421 standard for the use of electricity in mines defines a set of clauses that may be referred to by provincial legislations.
Elsewhere, Quebec has recently revised its legislation and guidelines regarding programmable electronics used in mine hoist system control. The province’s Research Institute in Occupational Health and Safety (IRSST) released its RF-412 (French) and RF-421 (English) guidelines in 2005, which were subsequently integrated into provincial legislation in 2009. The guidelines establish a baseline for the design of hoist control systems, but have primarily impacted the testing and maintenance procedures that mines must implement to ensure system reliability throughout their operational lifetime.
“To date, this guideline is the most comprehensive to be integrated into legislation in North America for this type of system,” noted Lacasse. “More recently, in 2019, the IRSST released a new version of the guideline, RF-1049, integrating the principles of functional safety based on the relevant IEC standards to mine hoist control systems design requirements. This update has not yet been referenced in legislation.”
In the United States, the Mine Safety and Health Administration (MSHA) defines the basic set of rules to follow for mine hoist systems. Various U.S. states also have specific laws for mines that define particular requirements for hoists. Similarly, in Mexico, the health and safety standards for work in mines define requirements for mine hoist systems.
“As can be seen, the legislative landscape is complex when it comes to mine hoist systems,” concluded Lacasse. “The fast evolution of technology also makes it difficult for legislators and regulators to adapt to evolving risks imposed by new system types. Mining companies may, therefore, opt to adopt the most stringent safety requirements, without it being required by legislation.”

SELECTING A HOIST: THE OPTIONS
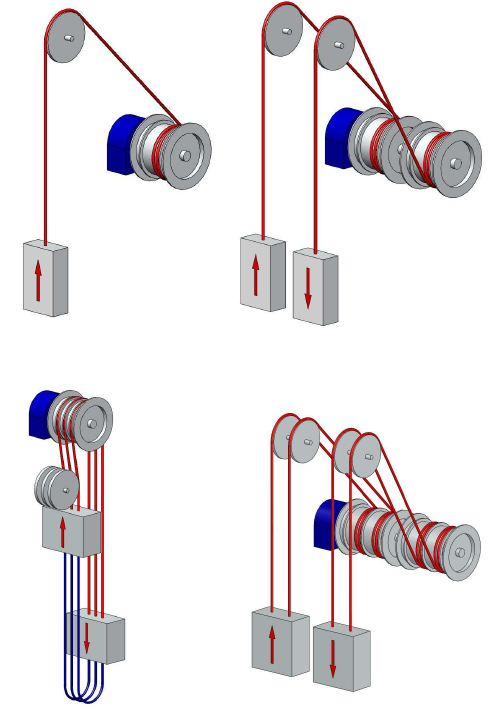
Having discussed the factors influencing hoist selection, what are the available options? Mine hoists are categorized into three types: friction (or Koepe), drum (single or double), and Blair multi-rope (BMR) hoists.
As the name implies, friction hoists rely on friction between the drive pulley (or drum) and the head ropes to lift the conveyance, counterbalanced by tail ropes suspended beneath the conveyance. They can be used to transport materials, equipment, and personnel for production and service operations; however, as mentioned earlier, their efficiency decreases with increasing depth. In-service rope testing is not possible, as both ends of the ropes are fixed to the conveyances at set lengths; rope replacement is also more difficult and time-consuming. Despite these drawbacks, the world’s largest production mine hoist is a friction hoist, installed at BHP’s Jansen potash project in Saskatchewan, with a capacity of 75 metric tonnes (82.7 short tons).
Drum hoists operate by winding the rope in multiple layers around one or two drums. Both drum hoists offer options for production or service operations; however, the restricted carrying capacity of single-drum hoists (due to a lack of counterweight) means they are typically used as service or auxiliary/emergency hoists down to about 2,000 meters (6,561.7 feet). The absence of a counterbalance also means single-drum hoists need a higher-capacity drive motor than double-drum hoists. Key advantages include a compact footprint within the hoist house; they also occupy only a single compartment in the shaft layout. Additionally, single drum hoists more easily comply with rope fleeting angle requirements, as they are not constrained by drum center spacing, unlike double drum hoists.
The most widely used mine hoist worldwide, double-drum hoists are suitable for use to the current maximum assumed hoist depth of 2,950 m (9,678 ft.). These hoists feature two drums mounted on the same shaft, with one drum winding the rope in an overwrap (overlay) and the other winding in an underwrap (underlay). This setup enables one conveyance to ascend while another descends, allowing each drum to be counterbalanced. However, double-drum hoists require a larger motor and a robust electrical network, which raises costs compared to friction hoists. Traditionally ground-mounted, each drum employs one rope to carry the load.
Introduced in 1957 by Robert Blair, BMR hoists extend the benefits of drum hoists to multiple ropes, serving as a versatile solution for both production and service operations. BMR hoists use either one or two drums, with each drum employing two ropes to handle the load. This allows the hoist to use smaller ropes, drums, diameters than standard single-drum drum hoists, while carrying payloads surpassing 30,000 kg (66,138.7 lb.). Structurally, the BMR hoist is a modified drum hoist with wider drums. Each drum includes a central flange, allowing it to wind two ropes connected to a skip through two head sheaves.

MINE HOIST SAFETY
According to ABB’s Lacasse, the “largest shift seen in recent years has been the rise of functional safety.” An aspect of industrial automation since the 1990s, functional safety “addresses specific risks associated with control systems, mitigating hazards that arise from system malfunctions.” Objective tools “assess this mitigation using scaled safety integrity levels (SIL) to ‘measure’ the safety reliability and ensure that mine hoists operate within safe parameters even when faults occur.” Functional safety represents “a significant leap from traditional safety measures, which focus on physical safeguards and person-to-person communication.” Australia was the first country to implement functional safety requirements in 2005, followed by Sweden in 2015, and Quebec in 2019.
Of course, braking is perhaps the most critical safety feature of a hoist; however, it is not just the ability to stop a conveyance; it must also be done safely. “Stopping a hoist too fast can be as dangerous as stopping a hoist too slow,” FKC Lake Shore’s Phillips said. “This is especially true with a friction or slope hoist. On a friction hoist, the ropes can slip if a load is decelerated too quickly. Likewise, if a slope hoist is moving upwards, and deceleration happens too quickly, the rope will slacken as the load’s inertia carries it further up the slope. When gravity pulls the load back down, it can shock load the rope, possibly damaging or even breaking it.”
According to Phillips, the use of a digital brake controller during these critical conditions can mitigate these risks. These monitor the speed while braking the hoist, modulating the pressure on the spring-applied calliper brakes so that deceleration occurs at a proper rate. Multiple deceleration rates can also be selected, allowing the hoist to stop more quickly at the ends of travel but more slowly when traveling at rated speed. “Being able to choose the deceleration rate and decelerate the hoist at a constant rate can lengthen the life of the hoist equipment as well as prevent injuries or even loss of human life,” concluded Phillips.
Another recent development is FKC Lake Shore’s Hoist Safety Supervisor (HSS). A drop-in replacement for a mechanical Lilly, it operates independently of the hoist control system, utilizing an independent PLC alongside other precision field devices. “The HSS captures a profile of the mine shaft,” described Phillips. “This profile allows the system to monitor the current speed and position of the hoist in the shaft and to signal the hoist when the conveyance travels outside safe position and speed limits. If the hoist slows down at specific points due to poor guide conditions or when transitioning from rope guides to rigid guides, the HSS can, with proper setup, also detect appropriate speeds at those positions.”

Photo: ABB Ability Smart Hoist
MINE HOIST MAINTENANCE
As hoists are the primary tool for moving critical resources in and out of deep mines, proper hoist maintenance is essential for safety and productivity. Maintenance should ideally be considered “as soon as the design phase is initiated,” said Phillips, with “experienced personnel engaged throughout the process to allow for modifications should issues be identified.”
As a minimum, mining companies should develop “detailed preventative maintenance schedules with hoist OEMs to ensure that at least 90% of maintenance activities are proactive,” argued ABB’s Lacasse, pointing to a 2024 benchmarking study undertaken by the company that showed customers with mainly reactive maintenance strategies averaged 15% lower availability than those taking a proactive approach – equivalent to about four days of production per month.
To support such an approach, operators should be trained to perform routine inspections and understand the critical components and warning signs of their hoist systems, including rope wear, component alignment, lubrication, and motor and brake performance. “Conducting regular inspections and audits offers a clear advantage by enabling components to be replaced before they fail or reach wear limits, thereby preventing damage to related parts,” FLS’s Koekemoer explained. This is particularly true of older systems, where obsolescence and long lead times can result in extended unplanned downtime. “Addressing obsolescence in aging hoists may require a complete subsystem upgrade with modern technology,” added Koekemoer.
Preventative maintenance “cannot be underestimated, given the cost and lead time on the specialized items required for hoist operation,” agreed Phillips.
“Operational personnel should understand the implications of continuing to use a hoist when there are strong signs of concern for premature failure. A short-sighted decision could result in unforeseen and costly premature failure that renders the hoist unsafe to operate.”
The FKC Lake Shore GM also noted the benefits of considering spares during the design phase, at which point it “may be feasible to set standards for specific items to maintain compatibility, such as motors and sheave clusters, where one spare could be utilized for multiple systems in the event of a failure, reducing critical inventory requirements and mitigating the risk that extensive lead times will prolong downtime.”
ENHANCING HOISTS WITH DIGITAL SOLUTIONS
While proactive maintenance should be the baseline, miners “need to move toward predictive maintenance strategies, with continuous monitoring and assessment of key elements of the hoist, based on digital solutions that automate data collection, surveillance, and measurement, such as ABB Ability Smart Hoist,” argued Lacasse.
“Predictive maintenance is still not widely used on mine hoists,” the ABB engineer continued, “but surveys across industries have shown such an approach can reduce maintenance costs and catastrophic failures by more than 50%, and increase operating life by 30%.” Such improved data handling supports better reporting, enabling miners to identify production bottlenecks, chronic issues, and potential failures, either through monthly reporting or with immediate notifications. Mines can then build on this to isolate the root causes of failures, prevent future issues, and enhance production output.
Another recent development is the integration of camera monitoring systems that allow hoist operators to “have eyes on hoist landing, production points of interest, and even the hoist itself, watching locations that are dangerous to access when the hoist is in motion,” said Phillips. This enhances the operator’s situational awareness and, consequently, their decision-making capability. The video can also be reviewed “if a critical condition occurs, so maintenance or management can take steps to prevent a recurrence.”
Lastly, digital solutions provide hoist manufacturers the opportunity to access their installed systems remotely, regardless of their location, and begin troubleshooting in the time previously spent traveling to the site. “In addition to fixing immediate issues, upgrades and modifications to the hoist control system can be completed remotely,” Phillips explained. “This can prevent costly downtime, as well as returning the hoist to regular operation when passengers are trapped on the conveyance.”