Dyno Nobel’s DynoConsult team was tasked with designing a blast that would allow access to more than 3 million tons of ore – a blast with minimum vibration and little flyrock that would leave the mine’s nearby assets intact. Did the company succeed? Read on.
A blast is a blast, right? Not necessarily, especially for those at the controls. Recently, the team at Dyno Nobel’s DynoConsult certainly had its work cut out for it: achieve a blast design that would free about 3 million tons of ore, worth an estimated $72 million, for a U.S. mining customer.
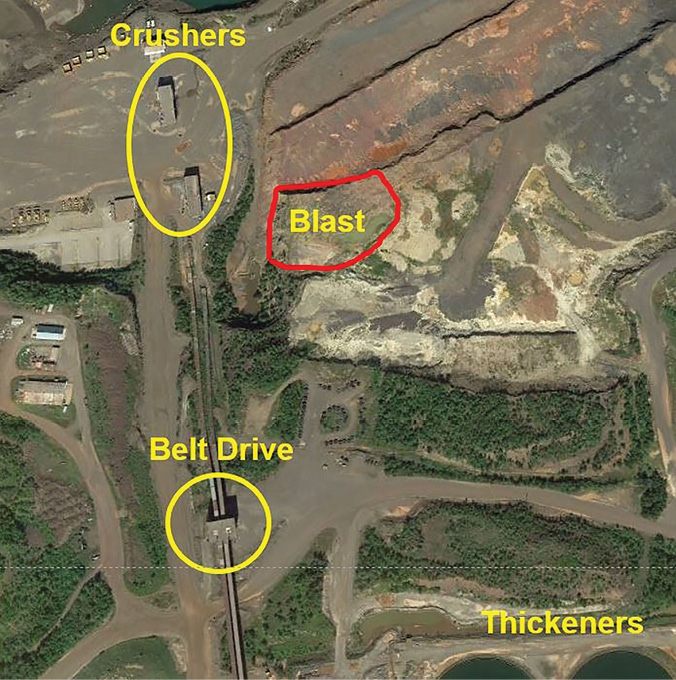
However, it was not that simple. The blast would need to be designed to extract the ore from two narrow benches located near several mine structures including two crushers, the mine’s conveyor belt drive and its thickener. Additionally, and in large part because of the placement, the blast needed to have minimal flyrock and vibration impact.
Dyno Nobel Americas’ Scott Giltner who serves as principal consultant for DynoConsult, said the unnamed operator was seeking to open up additional ore for extraction after prior exhaustion of the ore in the immediate area around the blast location.
“[It] had been mined out many years ago prior to the installation of the structures,” he said, pointing out the crushers were approximately 250 feet from the nearest blast hole, while the belt drive and thickener were at a distance of 800 ft. and 1,300 ft., respectively.
“The crushers were identified as critical structures as they were the production lifeblood of the mine. If the crushers were shut down due to any damage from the blasting, the revenue of the mine would be adversely affected.”
It was then that the local distributor reached out to DynoConsult for recommendations on how to drill and load the blast holes without resulting flyrock and with minimal blast vibrations.
PROJECT GOALS
In tandem with mine management, several blast design goals were established, the first being the task of limited rock movement. It was considered to be the top priority for the project. The second was keeping blast vibrations at a minimum, especially for the sake of the crushers that, if damaged, could easily lead the mine into both extended downtime and costly repairs.
Finally, the team behind the design wanted to produce a muck pile for the mine that could be dug easily by shovels. Mine management, DynoConsult noted, was willing to accept coarse fragmentation if the flyrock and vibration goals were achieved.
APPLYING THE (NON-DISRUPTIVE) TECHNOLOGY
There were two issues, Giltner said, that provided another extra challenge to the blast design. The first: the blast holes had to be 16 inches in diameter, as that was the only hole diameter available. The second issue was that the bench height was short, varying from 34 ft. to 40 ft.
“From the beginning of the project, it was recognized that electronic detonators would be required to achieve the necessary control of the blast,” he explained.
Dyno Nobel’s DigiShot detonators were used as the initiation system, and unmanned aerial vehicle (UAV) flyovers of the blast area were conducted to provide a 3D representation of the free faces and bench surface.
“The 3D point cloud produced from this was used to measure the shape of the free faces. Once the shape of the free faces was quantified, it was possible to establish proper placement of the crest holes and develop a custom explosive load for each blast hole,” Giltner added.
Dyno Nobel used its blast design methodology determine the burdens, spacings and explosives loads for each blast hole; the specific equations used were those designed to minimize rock movement while providing adequate rock fragmentation. The company felt this was especially important given the large diameter 16-inch blast holes coupled with the relatively short hole depths of just 32 ft. This combination of those two factors were, according to the company “an unfavorable geometry” up against the goals of the mine’s management.
Finally, Dyno Nobel’s Dyno42 program – a signature hole analysis software employing linear superposition of vibration waveforms – was utilized to determine the optimum delay times to give it the minimized blast vibrations the team was seeking at the nearby mine structures.

ACHIEVEMENT: FREED ORE
The results of the blast were precisely what the customer requested. Upon seeing the blast results, the operation’s drill and blast process manager said: “You all are awesome and did an awesome job on the design, loading and timing on that shot! We really enjoyed talking and learning with you all. Great job, give your team a pat on the back, as they were a large reason why the blast crew was accepting and interested in the DigiShot electronic system and a pleasure to work with. We look forward to working more with you all.”
Specifically, the peak vibration level in the project, at the crushers, was 0.91 in./s at a frequency of 15 hertz, and with no flyrock or blast vibration issues at any of the nearby mine structures. In fact, Giltner said, the rock movement was well contained, allowing the mine to maintain its production with no downtime.
The muckpile was well fragmented, with reports from the shovel that it dug well. Three million long tons of ore, with a value of $72 million, were made available by the blast.