Surface mine dewatering pumps may not be particularly glamorous, but they are essential. North American Mining magazine talked to three experts about the most important factors impacting pump selection and performance.
By Jonathan Rowland

Dewatering pumps “play a critical role in all mining operations and are therefore among the most important equipment in a mine,” said Mikael Hjelm, business development manager for Mine Water Management at Sulzer, when he spoke to North American Mining for this article, providing all the introduction needed to this significant topic.
“The most important task of the pumps is to keep the mine dry,” he continued. “Water enters mines from different directions as rain, meltwater or groundwater, so if the pumps stop, the mine will fill with water. This could lead to a catastrophic flooding situation that shuts down the entire operation – with costly results.”
So, what should open-pit mine operators consider when it comes to selecting and operating their dewatering pumps? In addition to Hjelm, North American Mining spoke to Ian Ross, global product manager – Dewatering Solutions at Weir Minerals, and Ken Albaugh, director of sales and services at Xylem, to find out.
Active and reactive dewatering
In surface mining, there are two main dewatering methods, explained Hjelm: active dewatering and reactive (or passive) dewatering.
Active dewatering aims to lower the water table to prevent ingress of water into the mine. Depending on the amount of water to be removed and the depth of the groundwater table, either deep well borehole pumps or wellpoint systems are used. The former offers the ability to reach water tables at deep levels but are more difficult and expensive to install. In contrast, wellpoint systems are easier to install, but limited to the operational depth of the mine.
“Deeper mines would usually use borehole pumps located in deep wells surrounding the mine,” continued Hjelm. “The number of wells increases with the size of the mine, with mine depths able to reach down to 400 meters to 500 m [1,312 feet to 1,640 ft]. Shallower mines may use a wellpoint system instead, connected to an electric or diesel engine, and installed at different levels on the slopes of the mine.”
In contrast, reactive dewatering removes water from existing sumps in the pit, often using a combination of pump technologies – from submersible pumps installed in the pit that transport water out of the mine, through booster stations with end-suction, axially split case double suction pumps or multistage pumps mostly installed in mobile containers or in fixed pumps station built onsite. It is these various reactive dewatering pumps that will be the focus of the remaining discussion.

Pump options
The most common pump types used in dewatering include submersible dewatering and slurry pumps, self-priming pumps, end-suction pumps, multistage pumps, axially split case double suction pumps and vertical turbine pumps.
“The advantages of submersible dewatering pumps are that they are flexible, require no infrastructure, can handle dirty water in high volumes and at high heads, and are easy to move around the mine site. If higher pumping heads are required, it is also easy to connect these pumps in series,” said the Sulzer expert.
“For pit dewatering applications, we always recommend suspending a submersible dewatering pump on a barge or pontoon so, when the water level drops, the pump will not burrow into the bottom sediment. This will save the pump from excessive wear and tear, as well as significantly extending service life.
“Like submersible pumps, self-priming pumps – both driven by electric motors or diesel engines – can be flexible, easy to install and move around the site, require no infrastructure, and can handle both high volumes, high heads, and large contents of solids. They can also be installed on skids, trailers or pontoons.”
Finally, he noted, multistage ring section pumps and submersible vertical turbine pumps can be used for mine dewatering applications when higher heads are required. “Normally, vertical pumps are installed on pontoons, while multistage ring section pumps are land based. Although any head requirement in an open pit mine can be handled, they are limited to handling clean water only.”
Pump selection 101
“First, understand the need,” said Xylem’s Ken Albaugh. “This requires a comprehensive understanding of all aspects of the application, including the location, duty conditions, and available power source, i.e., is electric more suitable than diesel, or vice versa?”
“The type of dewatering system and pump technologies depends on the application, the characteristics and properties of the water, and whether the water is clean or dirty. Factors include the level of suspended solids, specific gravity, pH-level, salinity, and acidity,” agreed Sulzer’s Hjelm. “You should also consider the life of the mine. If the expected mine life is long, a more permanent and higher-end dewatering system might be appropriate, but in a mine with a shorter life span, portable and inexpensive dewatering technology might be the better option.”
Getting into details: “All pumping applications, including dewatering, share three common factors: the flow or amount of liquid to be pumped; the elevation or gravity resistance; and the distance the liquid is to be moved,” Albaugh continued. “The latter two then help define the head. Knowing the flow and head permits the size of pump and piping to be ascertained. You’ll also need to define the duty condition, which will allow the relationships between fluid velocity, pipe diameter, and friction to be understood.”
Before purchasing a pump, the mine should also consider whether it already has a suitable pump in its portfolio. But beware: “Choosing the wrong pump may cause pump failure, service disruption and costly repair or replacement, so it is important to carefully consider all factors before investing in a pumping solution,” warned the Xylem expert. If the dewatering need is short term and specialized, the mine might also consider renting a dewatering pump, an option that delivers potentially lower cost of investment and provides access to another layer of service and expertise within the company.
Albaugh also recommended considering how the pump will be operated and maintained at this early stage, and what back-up might be required in the event the pump malfunctions. “This step can sometimes be overlooked, but pumps should not be set up and left to run continuously until they give up. This can significantly shorten equipment lifespan and does nothing to support optimal performance, efficiency and associated cost savings. You should also understand how critical the pump is, so you can build a contingency plan, including a redundant back-up system, if necessary.”
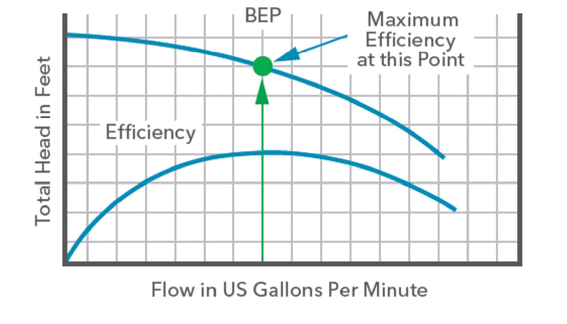
Finally, but “most importantly,” Albaugh concluded, optimize the dewatering system. “One of the first steps to ensuring optimum pump performance is to follow the golden rule of pumping operations: the best efficiency point (BEP; Figure 1). Straying too far from a pump’s BEP leads to premature wear, higher energy consumption, increased maintenance requirements, a reduction of overall efficiency and, as a result, more downtime. Unplanned downtime can cost up to 10 times more than routine maintenance.”
Factors in pump selection
Pump head requirements
“Mine dewatering operations typically have relatively high head requirements based on economic open pit depths,” said Weir Minerals’ Ian Ross. “Whenever possible, single stage applications are desirable because of the reduced rotating equipment maintenance requirements. Therefore, since centrifugal pump head development is largely a function of speed, impeller diameter and impeller vane exit angle – and as increasing impeller diameter typically also increases pump capital costs – higher pump speeds are desirable.”
When open-pit operating depths exceed the discharge head, however, a multi-stage (in-series) system will need to be implemented. These incorporate many of the same principals of a single-stage pumping system, but focus on using multiples of the same pump model to duplicate the flow rates and evenly balance out the discharge head requirements per pump unit. “This ensures pumping efficiencies are optimized in terms of power requirements, wear rates are minimized and maintenance cycle times maximized,” said Ross.
Pump impeller diameter
“Matching of the pump impeller diameter and, indirectly, the pump torque curve, to the engine is also an important consideration, as running the diesel engine at high loads and below its rated speed results in a ‘lug’ condition,” said Ross. “Lug conditions can result in high exhaust manifold temperatures in turbocharged engines, since they’re not running at their optimum speed and have less air filling the cylinders. This can also lead to higher cylinder temperatures and associated mid- to long-term effects on engine valves, among other things. Additionally, the lower operating speed of cooling fans reduces heat rejection and can be detrimental to the life of the engine.”
Powering your pump: diesel vs. electric
“Flexibility is important in dewatering applications because there are often changing factors that have to be accounted for, such as inclement weather, changes in mine planning, varying pump duties (flow and head), and solids content, among others,” explained Ross. “As a result, applications are usually diesel-powered mobile units; however, depending on power availability at the site, electrically-powered pumps are also an option. There is also a definite shift towards electrification, as mines consider more environmentally sustainable practices.”
According to Ross, when it comes to energy consumption and carbon emissions, “the benefits of electric units are widely understood and acknowledged. This energy efficiency also dramatically reduces operating costs.” Taking Weir Minerals’ range of dewatering pumps as an example, Ross noted that its electric-powered units are about five times less expensive to run because of the difference in the cost of diesel and electricity (subject to regional fluctuation and variation in prices).
Electric pumps also have a number of other advantages over their diesel counterparts when it comes to maintenance, digitalization, and health and safety.
“The maintenance costs for equivalent-sized electric motors are considerably lower,” continued the Weir Minerals expert. “Diesel engines are mechanical, so the wear can be significant, while the maintenance requirements can be onerous. They require ongoing preventative maintenance, which is typically scheduled for every 250 operating hours and includes things like changing the fuel, oil and air filters. With an electric motor, the operator plugs it in and, aside from occasionally lubricating the bearings, it just keeps spinning. Maintenance is, therefore, a fraction of the cost.”
Electric units also integrate much more easily with remote monitoring technology, said Ross. “In diesel-powered units, the data that reports on the health of the equipment is collected by sensors. In other words, operators use electrical technology to monitor mechanical equipment. It’s not just simpler to collect this data when the motor is electric, it’s also more accurate and less likely to fail.”
A final advantage relates to health and safety, as electric engines are substantially quieter than diesel engines. According to Ross, an open-air diesel engine operating at 1800 rpm will generate about 80+ decibels at 5 m. Without hearing protection, this sound level can cause serious auditory injury over a single working day. Comparatively, a four pole 60-Hz electric motor at 1800 rpm produces about 15 decibels at 5 m. This provides a significantly safer working environment and also allows personnel working near or around the operating equipment to communicate easily.
My water contains solids!
“Pump selection when solids are present in the water is very much dependant on the particle size, weight and concentration of the solids,” said Xylem’s Albaugh. “These factors – along with normal pump selection criteria – enable you to determine on the correct pump. Slurry pump selections are based on many of these factors to avoid premature wear and failure.”
“Due to possible solids content and operation at higher speeds, wear performance is important,” agreed Ross. “We address this in hydraulic design, mechanical design and in materials selection. For example, mine run-off is often both erosive and corrosive, and material selection must consider both. Hardened martensitic stainless steels are a standard offering in Weir Minerals’ Multiflo BSP dewatering pump wetted parts, while various other materials are available depending on the application.”
The presence of solids may also indicate the need for an agitator in order to “prevent heavier elements from settling at the bottom of the sump and clogging the pump,” said Albaugh. “Agitating the slurry also prevents the solids from becoming too viscous to pump.”
Agitation is particularly relevant when the dewatering takes place via a batch-style pumping system, added Ross. These involve multiple, external, independent pumps – usually submersible – feeding a tank, which is then emptied via the primary pumping system. “When the primary pump system is not pumping and the feed tank is in fill mode, solids can settle in the feed tank. In such cases, the addition of an agitator in the feed tank prevents the solids from settling out.”

The consequences of poor pump selection
“Choosing the wrong pump may cause pump failure, service disruption, and costly repair or replacement, so it’s important to carefully consider all factors before investing in a pumping solution,” explained Xylem’s Ken Albaugh.
For example:
- Pumps that are not compatible with the water’s physical or chemical properties can be at risk of premature failure, causing costly, unplanned downtime.
- Older pump hydraulic designs and fixed-speed installations may consume far more energy than the latest premium efficiency units with variable-frequency drives (VFDs).
- Pumps operating outside their optimum efficiency range waste energy and are subject to faster wear and shorter service life.
The journey doesn’t stop once a pump has been selected and installed, however. Adopting best operating and maintenance practices are vital in achieving optimal performance, while minimizing wear. How then does a mine go about this?
Getting the most from your pump
“A crucial factor is ensuring the pump is running as close as possible to its BEP,” said Albaugh. “There are some helpful digital technologies that support optimal running. Variable frequency drives, for example, enable a pump to vary performance, in real time, based on the fluctuating need. Remote monitoring and control technologies can provide insight into pump performance without the need to be onsite: a tangible convenience saving resources and time that can be invested in other tasks. Some pumps also feature built-in thermal contacts and leakage sensors that automatically signal an alarm or stop the pump from running, if necessary.”
All that said, “regular maintenance cannot and should not be avoided,” continued the Xylem expert. Three types of inspection are recommended: initial, periodic, and overhaul. The pump’s installation, operation and maintenance manual will provide the specific service intervals. The following example is taken from the manual for the Xylem Flygt 5100 pump series.
Initial inspection: Within the first year of the pump’s operation, an initial inspection checks the pump condition. It’s also important to check wiring: if the pump is not wired correctly, it runs in reverse, which results in the impeller potentially stripping or a loss in performance. The results of this inspection will determine the ideal intervals for periodical inspection and when a more in-depth overhaul will be required.
Periodic inspection: Up to 4,000 hours or annually, whichever comes first. Applies to normal applications and operating conditions at media (liquid) temperatures <40°C (104°F). This inspection prevents operational interruptions and machine breakdowns. Any measures required to increase performance and pump efficiency are decided during this inspection. For example, impeller trimming, wear part control and replacement, control of zinc-anodes, and control of the stator.
Overhaul: Up to 8,000 hours or every three years, whichever comes first. Applies to normal applications and operating conditions at media (liquid) temperatures <40°C (104°F). An overhaul lengthens the operating lifetime of the product. It includes the replacement of key components, as well as measures carried out during a periodic inspection.


Pumps go digital
Digital solutions “offer breakthrough opportunities to get smart about mine water management,” according to Xylem’s Ken Albaugh. They do so by providing solutions to critical challenges, such as operational efficiency, infrastructure reliability, employee health and safety, and environmental sustainability.
“Source water is a precious commodity that will continue to be in demand in the coming decades. On top of that, investors are becoming increasingly focused on how mining companies are managing water,” said Albaugh. “Similarly, sustainable practices are often at the core of a mine operation’s license to practice and this requirement for sustainability will only increase. As resources diminish and global focus on the environment intensifies, it makes sense to harness the power of smart technology to manage this finite resource as efficiently as possible.”
There is a wealth of smart technologies available to increase efficiency, convenience, and reliability, and move overall performance of the dewatering system to the next level. Albaugh cited the example of variable frequency drives (VFDs), which now enable pumps to respond smoothly and efficiently to fluctuations in demand. Motors have also improved greatly in recent years: switching to the latest premium efficiency model can quickly reap dividends in energy savings.
Meanwhile, SCADA systems enable remote monitoring and control, eliminating the cost of sending technicians on equipment checking rounds “With improved visibility, mine operators can better plan their day, be aware of pump failure quickly and eliminate flooded production areas, as necessary,” said the Xylem expert. “Enhanced visibility of pump operations also reduces safety risks, as staff are not required to go on site to check on the pump.”
Pumps in the wider water management ecosphere
Pumps are of course only a part – albeit a crucial part – of wider mine water management systems, something that Xylem have picked up in their Holistic Mine Water Management Guide, which notes that:
- By 2025, two-thirds of the world’s population could face water-stressed conditions.
- 180 million metric tons of mine waste flow into the world’s waters annually.
- Four billion gallons of water per data are withdrawn for mining purposes, yet water affordability is among the top 10 issues for miners.
These water-related challenges are complex – and are exacerbated by growing demands for the mineral commodities that the mining industry provides. When it comes to any aspect of mine water management, “taking a holistic approach will help ensure a smooth-running and sustainable operation,” concluded Albaugh. “Your bottom line will thank you for it!”