Coarse particle flotation and bulk ore sorting are starting to make waves in the mineral processing industry. North American Mining takes a look at both technologies with the help of experts from three leading mineral processing OEMs.
By Jonathan Rowland
The mining industry is known for the relatively slow pace with which it adopts new technologies. And there are good reasons for this. Mining is a long-term business. New equipment or processes must, therefore, have achieved a certain degree of maturity: a demonstrable ability to perform reliability and add economic value over timeframes measured in many years, if not decades. The mining industry is also acutely aware of its responsibilities with regard health and safety. The adoption of new technologies will not come at any compromise to this commitment.
This can lead to the appearance of institutional inertia within the industry. But that masks the degree to which the mining industry can and does take up innovation. Digitalization and electrification are two recent cases in point. And as the industry has recognized the challenges facing it today, it is now pushing for solutions at a pace not usually associated with this ancient profession. In the mineral processing space, such solutions include coarse particle flotation (CPF) and bulk ore sorting (BOS), two novel technologies that have the potential to significantly benefit both the operating performance and the sustainability of mineral processing plants.
COARSE PARTICLE FLOTATION
It is a well-known (and oft-stated) fact the grinding circuit is the biggest consumer of energy within mineral processing. Much work has thus been put into improving grinding efficiency. But it is also important to remember that grinding is an end to a means: we grind to facilitate efficient particle recovery in the flotation circuit. It’s a point made by Lance Christodoulou, global product manager – Flotation at FLSmidth, in a recent conversation with North American Mining.
“The grinding circuit serves to reduce particle size to a point where acceptable grades and recoveries can be achieved by flotation,” Christodoulou explained. This requires the mill to produce a feed with a specific particle size range: too big (or too small) and flotation is inhibited. Conventional flotation therefore places a limit on grinding circuit optimization. But innovation in flotation technology is now opening up the potential for greater gains to be made in grinding optimization.
“By increasing the particle size at which acceptable flotation recovery is possible, CPF allows the mill to operate at a coarser grind,” continued Christodoulou, which has a range of benefits for the mineral processing operation.
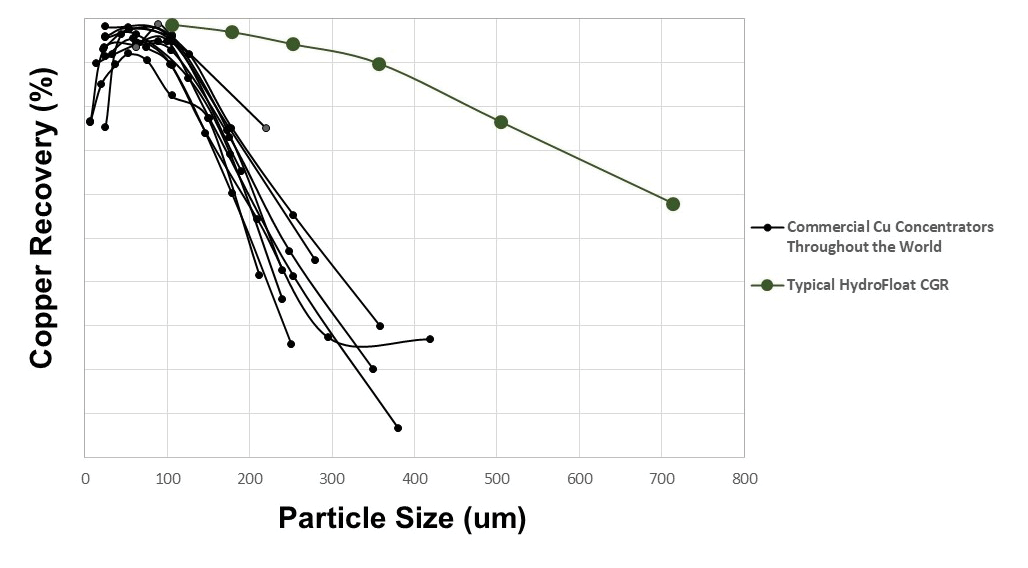
The HydroFloat from Eriez, for example, can recover particles that are more than twice as coarse and poorly liberated than conventional flotation circuits (Figure 1), according to Eric Bain Wasmund, Eriez Vice President Global Flotation Business, with the potential to “increase profitability and improve the environmental sustainability of mining projects.”
When it comes to the economic benefits, CPF “positively impacts the two major profit creators: revenue and cost,” explained Wasmund. “Higher revenue is associated with better metallurgical recovery and/or higher processing capacity, with essentially the same assets: when the mine has capacity, CPF may allow an increase in plant throughput of 10% to 35%. On the other hand, CPF also allows a reduction of operating costs. Studies show that approximately 10% of the total operational cost of the project can be reduced by implementing this technology.”
CPF may also open up previously uneconomical reserves to extraction, continued Wasmund, who explained that the technology is able to recover more than 60% of the target mineral that would otherwise be lost in the rougher/scavenger tailings of conventional concentrator plants. This not only increases overall plant recovery: when combined with the reduction in operating costs, CPF “could therefore allow economical processing of lower-grade deposits, thereby increasing project reserves.”
“Conventional solutions, such as tank cells, are unable to operate efficiently outside a narrow size band,” said Jose Concha, global product manager for Eriez HydroFloat, taking up the theme. “To simultaneously minimize the coarse and fine losses, the mill product is tuned to a P80 (size distribution measurement) somewhere in the middle. After studying dozens of applications, we found that 50% to 70% of the valuable elements contained in the tail coarse fraction can be recovered with HydroFloat. This would translate into a global recovery increase of 3% to 6%.”
Another benefit is that the flotation feed size can be increased, added Concha, which “in most cases, enables an increase in concentrator output.”
When it comes to sustainabilit, CPF offers the opportunity to reduce energy consumption, as secondary grinding is reduced by as much as 30% to 50%, and to improve water recovery. It also allows improved disposal of tailings – an issue that has been a priority within the industry in the wake of catastrophic tailings dams failures.
“The implementation of CPF allows the production of coarser tailings. For example, coarse gangue rejection circuits remove between 30% to 45% of the total gangue in the preliminary stages of the process at coarse fractions (P80: + 500 µm),” said Wasmund. “Various publications note that CPF technology, combined with advanced dewatering processes (e.g., hydraulic dry stacking), could improve water recovery by up to 20% and result in safer tailings disposal.”
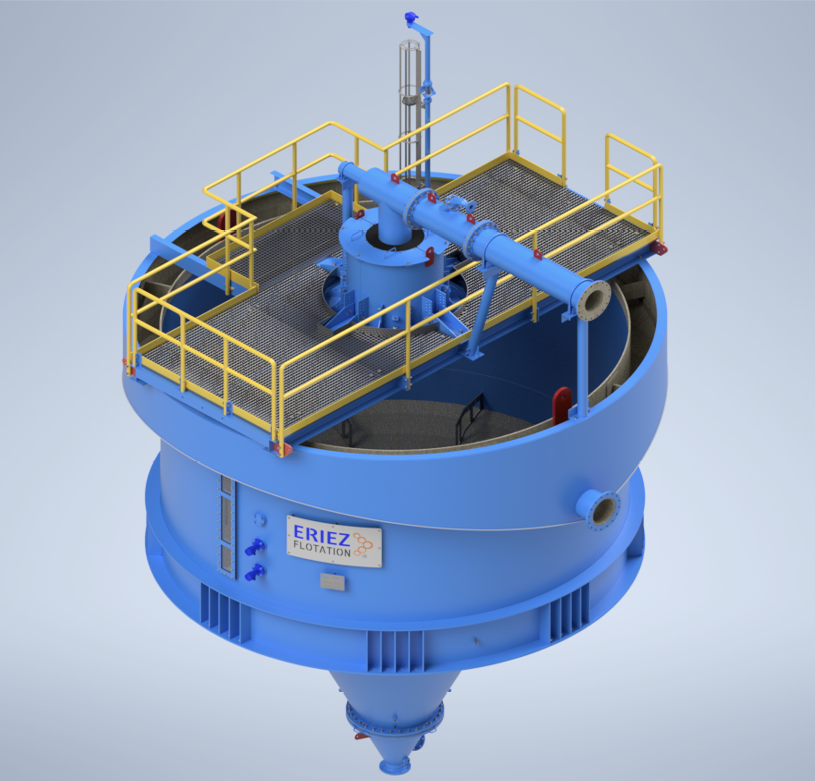
CPF IN ACTION: ERIEZ HYDROFLOAT
Eriez has been a pioneer of coarse particle flotation technology. Its HydroFloat technology was first developed more than two decades ago for phosphate and potash flotation, but since 2018 has been scaled to base metals and gold applications.
“Since sulfide applications have some differences, new features were added to make it more suitable for that industry,” explained HydroFloat expert Jose Concha. “For example, copper flotation is a large tonnage business, so Eriez responded by building the 5-m-diameter CPF-300 unit, with more than twice the capacity of previous units. The first of these units was installed in 2019 at an Anglo American copper mine in Chile.”
Anglo American engineers reported on the scale-up and long-term operability of this unit in 2022. One of the most significant findings, according to Concha, was that the metallurgical performance of Ereiz’s laboratory-scale unit accurately predicted the full-scale performance. The mining major also recently published results that show that the coarse and fine tail stream produced by HydroFloat in a coarse gangue rejection application can be used to co-deposit these tailings as a low-cost, water-recoverable dry stack.
As the work with Anglo American highlights, partnership has been at the heart of HydroFloat development. Another example has been development work to counter the high abrasivity of coarse ore slurries. Eriez has put an “extensive amount of effort into looking at abrasion procedures, abrasion-resistant linings, feed systems and mechanical designs to minimize wear,” said Concha. “We are partnered with Weir Minerals to take on this challenge, and a study of novel sensors and algorithms for advanced process control is now ongoing.”
CPF IN ACTION: FLSMIDTH COARSEAIR
FLSmidth is another company working to establish CPF as an accepted technologies within mineral processing. Its coarseAIR technology is “essentially a fluidised bed separator to an up-current classifier,” explained the company’s flotation point man, Lance Christodoulou.
“Coarse particles are presented without the agitation or mixing in the cell that you have in conventional flotation. As a result, bubble particle detachment is reduced. Meanwhile, the fluidized bed generates a semi-permeable layer, which prevents penetration of particles attached to bubbles. These particles are instead taken with the up-current to the lamella region, where there can be extracted. The lamella region also serves to reject any hydraulically misplaced particles: particles that are not attached to bubbles but are hydraulically carried into the lamella region, are rejected back into the separator. This provides a very high-grade concentrate, relatively speaking, for coarse particles.”
According to Christodoulou, there is increasing interest from the mining industry in CPF. FLSmidth itself is doing significant pilot work to demonstrate the capabilities of coarseAIR in its laboratory and onsite. The company has also recently received a grant from EIT Raw Materials to look at upscaling the coarseAIR technology. That project is due to kick off in 2023.
“I think it’s currently something that’s definitely being considered at existing mines,” said Christodoulou, who also emphasised the potential for the technology to treat tailings. “The low hanging fruit is to use CPF to treat the tailing stream. There’s a huge potential market out there for installing these modules to go after the coarse fraction of material that’s currently being lost. But as these circuits get implemented and adopted, I think you’ll start seeing implementation in the front-end of the circuits – so in a rougher-type flotation environment. And once the technologies and the fundamental approach is proven out in that part of the circuit, you’ll start to see the technology implemented in from the outset at greenfield applications.”
When it comes to installing the coarseAIR at a brownfield site, “a new circuit would have to be built,” continued Christodoulou. “Two options are to put it on the tailings stream to treat material coming from the plant to the tailings impoundment, or to put it within the circuit itself. That would require installing some cycloning to produce a coarse stream and a fine stream. The fine stream would go to the conventional flotation, and the coarse portion would go to the coarseAIR module, comprising a coarseAIR and dewatering cyclones, as well as dewatering systems for the underflow.”
Christodoulou also noted the potential for CPF to improve tailings management. “The tailings from coarse flotation is very easily dewatered. Water recovery is therefore fairly quick, and water losses in the circuit are reduced because significantly less water is sent to the tailings impoundment. Alternative dewatering techniques, such as horizontal belt filters or similar, can be used recover water quickly and produce a fairly dry, stackable material for de-comingled tailings or dry stack tailings.”
BULK ORE SORTING
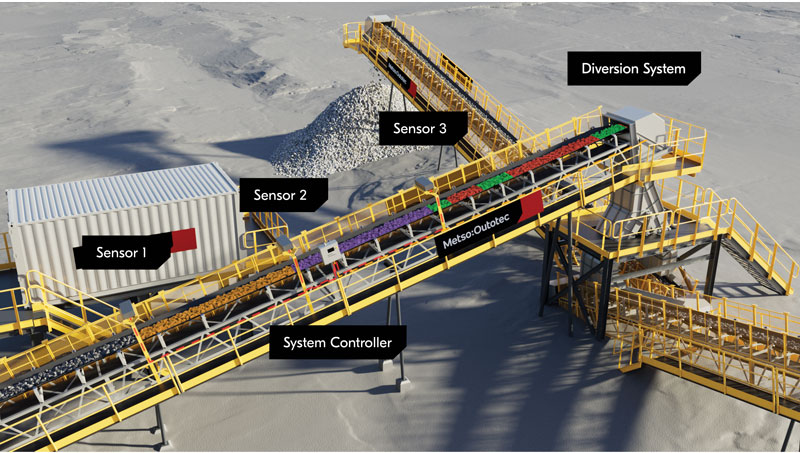
BOS refers to technologies that aim to reject waste material early in the mining process in order to upgrade the process feed. This focuses downstream operations on the processing of valuable ore, reducing the amount of water and energy consumed in the processing of gangue material. It’s a simple concept – but one with significant technical challenges, as Rashmi Kasat, vice president and head of Digital Technologies at Metso Outotec, explained.
“Ore characterization and separation on a 40-cm-deep conveyor belt, moving at 3 to 7 m/s, presents engineering challenges,” Kasat told North American Mining. “Nowadays, we have sensors that can characterize ore or undertake proxy determination within a couple of seconds. But an efficient BOS system also needs a diversion system that can acquire the sensor data, measure against the cut-off grade and, within split seconds, decide whether to divert to the ore or the waste pile. The complexity increases with increased capacity, as both measurement and diversion need to happen withi
n a very short timeframe.”
Sensing technologies lie at the heart of BOS – with different technologies being evaluated. For example, Metso Outotec is “looking at both surface and penetrative sensor technologies at this stage,” explained Kasat. “To separate waste material from the target mineral, we need to identify properties that represent what is waste and what is, valuable, e.g., density, color and spectrum. There is, however, currently no silver bullet sensor technology that is able to measure all properties of all target minerals with sufficient accuracy and at a good measurement speed on fast moving conveyor belt that is about 40 to 50 cm [15.7 to 19.7 in.] deep.”
As a result, BOS systems may need to employ a range of different sensing techniques to deliver the accuracy required. For example, penetrative sensors – which “see deep within the bed for the ‘good stuff’ and to increase the confidence interval in the measurement” – may be coupled with supplementary and/or validatory information from other sensors, e.g., surface sensors (color, x-ray, etc.), continued Kasat.
The other reason to do such “sensor fusion,” as Kasat termed it, is to derive other key data points on the ore/waste material, such as particle size, deleterious minerals content, etc. This information can then be used for downstream process optimization.
“Of course, it’s good to remind ourselves that sensor is just one part of the equation,” added Kasat. “The diversion technology, crushing technology and the bulk material handling technologies are other key parts of a fully-functional BOS system, but these technologies are already well-established.”
Going forward, Kasat sees significant potential for BOS as part of optimized process flows for new crushing and downstream processes that will be based on early sorting of ore grades.
“Our ambition is to integrate BOS system into our crushing circuits, e.g., with in-pit crushing and conveying, underground, post-primary and/or post-secondary crushing. We are also working to develop the next level of sorting control for BOS that is interoperable with any suitable sensor/s in a plug-and play mode. Part of this system will be a new, high-speed diverter solution for high-capacity bulk sorting.”
The potential benefits are significant and include:
- Reduced power and water consumption;
- Smaller processing equipment;
- Improved asset utilization; and
- More rational decision making on waste removal and its destination.
The technology also has the potential to improve tonnage and grade control – and reduce carbon footprint – at existing plants. Finally, there is great potential for monetizing waste stockpiles and for optimized mine and process plant design. “Eventually, BOS data will be integrated with both upstream and downstream process optimization thereby streamlining operations end to end,” Kasat concluded.
A BRAVE NEW WORLD
Despite its staid image, the history of mining is one of continuous improvement and innovation. Although the challenges of today may be of a scale and complexity not experience before, that evolutionary tradition continues to drive the industry to find solutions – solutions that will allow miners to continue to provide the essential materials for modern life in a safe and sustainable way. Coarse particle flotation and bulk ore sorting are but two of these technologies that are now paving a viable pathway forward.