From underground coal mines in 1980s Germany to some of the world’s highest-altitude conveyor systems in the deserts of South America today, gearless drive technology is transforming how mining operations move material.
by Jonathan Rowland

“Gearless drive systems were first used in various industrial applications long before they were considered a viable alternative to conventional conveyor drive concepts with gearboxes,” Dr. Mario Dilefeld, lead Conveyor Systems engineer, TAKRAF Group, told North American Mining, kicking off the discussion. Indeed, they were first adopted in mining, not for conveyors, but in mill-drive and shaft-hoisting systems. Innomotics became the first to apply the technology to a mining conveyor at the Prosper-Haniel underground coal mine in Germany in 1985, with a system rated at 2×3,100 kW, according to Dr. Torsten Hellmuth, senior key expert for Product Management in Mining at Innomotics.
Today, gearless drive technology has been installed in some of the most challenging mining conditions, proving to be a “mature solution capable of handling some of the most demanding conveying tasks in modern mining,” as Ulf Richter, global product manager for Mining Conveyor Systems at ABB.
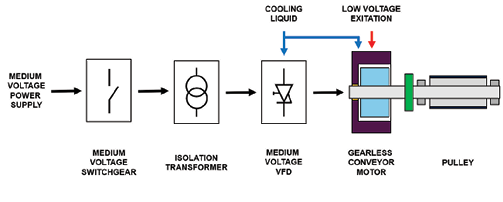
But what exactly is gearless drive technology? At its core, a gearless drive system replaces the traditional drive train (motor, couplings, brake, and gearbox) with a single, slow-running synchronous motor that delivers the required torque directly to the drive pulley. Two main types of motors are used in gearless conveyor applications: permanent-magnet synchronous motors (PMSM) and electrically excited synchronous motors (EESM). This motor is operated by means of an inverter and corresponding control and regulation software. This fundamental change in architecture compared to a geared system carries significant implications for system design, installation and operation.
The software systems that manage gearless drives are equally critical to their performance advantages as the hardware, providing monitoring and control functions such as torque distribution and load sharing, soft start-up and operation, and belt slip detection that ensure conveying efficiency and reliability. Modern gearless drive systems can also be “fully integrated” with the latest digital and automation technologies, such as digital twins and other mine-wide digital optimization platforms, to provide real-time KPIs and advanced predictive maintenance, noted TAKRAF Group’s Gunnar Zergiebel, head of Electrical and Instrumentation (E&I).

THE GEARLESS ADVANTAGE
Eliminating the gearbox not only reduces mechanical complexity but also offers the opportunity to reduce energy consumption and maintenance while improving reliability.
Energy efficiency
Energy has become a defining priority for mining companies, influencing both operating costs and emissions performance. “Energy savings are related to the absence of gearbox losses as well as better power factor and efficiency characteristics of the new drive and must be seen over the full load range in conjunction with the load distribution,” ABB’s Richter emphasized. “We have measured energy savings of 6% in our pilot installation with PMM, compared to induction motors.”
“The efficiency curve of a synchronous motor is higher than that of a traditional squirrel cage induction motor (SCIM), especially at reduced load,” agreed Steffen Vollrath, senior Conveyor Systems engineer, TAKRAF Group. “Since conveyors do not continuously operate at full capacity, this results in further energy savings during regular operations.”
Meanwhile, the converter technology allows the belt conveyor to be operated at different conveying speeds, said Innomotics’ Hellmuth: “The belt speed is adapted to the cross-sectional load and only runs as fast as is necessary. This saves energy while reducing maintenance costs and increasing the service life of the components. In some opencast mines in Germany, this technology has been in use for years.”
Maintenance, simplified
Speaking of maintenance, perhaps the most transformative advantage of gearless drives lies in their maintenance requirements – or rather, the lack thereof. “Since no gearbox maintenance is required, the overall effort for servicing is reduced to a minimum,” summarized Vollrath.
In explaining this, our experts pointed to the air gap that exists between the rotor and stator in gearless drives. This means the motor operates with virtually no mechanical contact, minimizing wear and eliminating the need for routine oil changes and costly parts replacements. In addition, motor bearings usually operate at low speed, which naturally results in less wear than the fast-turning bearings used in conventional drive systems. The operational impact of this simplified maintenance proves substantial. “Our ROI calculations have returned three to five years in most cases,” ABB’s Richter noted.
Reliability in harsh conditions
The simplified mechanical design of gearless drives also improves reliability in harsh environments, where extreme temperatures, altitude, dust, and vibration challenge every component. “The simple design is well suited for the operating conditions found in mining,” Hellmuth emphasized, noting that Innomotics’ gearless drives have been proven at altitudes above 5,000 meters, in dusty, harsh environments, and in both freezing and hot ambient temperatures. They can also handle overload situations or material feed fluctuations without additional effort.
Two installations provide compelling examples of gearless drives’ ability to operate reliably in the most demanding environments.
- Located some 2850 m above sea level, Codelco’s Chuquicamata conveyor in Chile stretches almost 13 km and rises 1200 m. Here, TAKRAF Group, in collaboration with ABB, installed EESMs delivering 20 MW (4 x 5,000 kW) per conveyor. Operating at low speeds, typically 50-60 rpm,
these drives lower heat generation and the risk of mechanical failure under dusty, high-altitude conditions, according to ABB’s Richter. - At an elevation of 4,200 m, Innomotics installed direct- drive systems for belt conveyors (and grinding mills) at the Antapaccay copper mine in Peru. According to the
company, the subsequent reduction in mechanical complexity has boosted overall reliability and efficiency by 3-4%. The company has also supplied direct-drive systems for conveyors and mills at an altitude above 5010 m for a mine in the Tibet region.
Health, safety, and the environment
Beyond operational metrics, gearless drives deliver meaningful improvements in workplace safety and environmental performance. Lower maintenance reduces exposure to mechanical hazards and accidents, while the slow-speed motor operation (less than 100 rpm) significantly decreases noise and vibration emissions. Meanwhile, the absence of gear oil eliminates both fire-risk considerations and waste-oil handling requirements. Finally, with fewer components to manufacture, ship, and periodically replace, the overall environmental footprint of a gearless drive system is reduced.

APPLICATION RANGE AND SELECTION CONSIDERATIONS
Understanding where gearless drives offer the most value remains essential for effective project planning, as initial investment costs can be higher than those of geared alternatives, particularly at lower power requirements. “The decision should consider a project-specific evaluation of advantages and trade-offs,” TAKRAF Group’s Dilefeld explained. “Site-related factors particularly influence conveyor OPEX, for example, local power costs or sound emission regulations. A gearless drive may eliminate the need for special noise enclosures and related cooling arrangements.”
“For drive powers up to 2500 kW, PMSMs are often the most suitable option,” the TAKRAF Group expert continued. “Because the weight of a PMSM is lower than the classic combination of SCIM, gearbox, base frame, and coupling, it can be an attractive option for improving the performance of conveyors, including for upgrades or retrofits of existing installations.
For larger drive power requirements over about 2.5 MW, EESMs are a “proven solution,” added Innomotics’ Hellmuth, citing an installation at the Las Bambas mine in Peru, where two belt conveyors, driven by four gearless conveyor drives, transport 9,400 tph of copper ore. “Smaller services are technically feasible but might not be economical due to the high investment costs.”
“Large conveyors with the highest torque requirements would be equipped with EESMs, which basically have no limitation in terms of motor torque,” ABB’s Richter agreed. “PMSMs then cover a lower torque range, as low as 20 kNm up to 800 kNm pulley shaft torque.”
A VIABLE RETROFIT?
Retrofitting existing conveyors with gearless drives offers an opportunity to capture the technology’s benefits without a complete system replacement – though the scope and feasibility vary widely depending on the motor type. A critical distinction lies between PMSMs and EESM. “While the latter require major modifications, PMSMs allow a retrofit with more minor adjustments,” explained ABB’s Richter, whose company has completed several retrofit projects using PMSMs.
TAKRAF Group’s Vollrath confirmed growing interest in PMSM retrofits: “We have been working on several projects in which clients worldwide have requested an investigation into replacing conventional drives with gearless systems. Early results are promising, showing clear technical advantages and lower OPEX at a comparable CAPEX.”
EESMs present a more complex proposition. “Retrofitting is possible in principle, although of course you have to look at the specific conditions,” noted Innomotics’ Hellmuth. “These motors have a different footprint, and not every inverter is suitable for their operation. The existing mechanics – drive pulley, brake, support structure – must also be adapted.” Structural limitations may ultimately prove decisive. As Vollrath noted, the rigidity of existing structures may not be sufficient to maintain the critical air gap under all operating conditions. “In some cases, the required modifications to the steel structures or pulley dimensions may become too extensive to justify pursuing this option.”
Retrofits must also consider beyond the immediate drive area. “The entire conveyor must be considered to clarify whether there is a change in the application of force into the belt or whether there are other effects on components,” Hellmuth concluded, pointing to brake functionality as a key example: in a conventional drive, the brake is usually located on the fast-moving shaft; in a gearless drive, there is no such shaft, requiring a new, more powerful brake. “Creating a multi-domain simulation model of the belt conveyor for each project allows the user to display different domains, such as electrical, mechanical, and hydraulic, in one model,” concluded the Innomotics engineer. “This, in turn, allows you to investigate and represent the interaction of mechanics, drive technology, and drive control.”
LOOKING AHEAD: EVOLUTION, NOT REVOLUTION
Looking ahead, our industry experts anticipate continued refinement rather than revolutionary change in gearless drive technology. “Although disruptive changes in direct drive technologies are unlikely in the near term, existing components will continue to advance,” TAKRAF Group’s Dilefeld noted.
Innomotics’ Hellmuth sees intelligent operation as a key focus area, believing that “more drive trains will be equipped with converters in the future to improve the KPIs of belt conveyors through intelligent operation.” Decentralized drive solutions could also become more significant in the future, he continued.
“The control technology can ensure targeted force application and distribution, so that, for example, conveyor belts – the most expensive element of a belt conveyor – with lower nominal strength could be used or longer distances realized.”
Digitalization is also a “big topic,” with Hellmuth expecting an increasing number of operators to digitalize their plants to minimize personnel use, increase plant efficiency, and generally make raw material extraction more cost-effective. “The future is digital,” ABB’s Richter agreed. “Our new VFDs and new control systems provide a built-in platform for advanced data analytics and cloud connectivity. This is the main playground to enhance service, maintenance, failure prediction, and hence availability of conveyor systems.”
A FUTURE-READY ALTERNATIVE
The success of gearless drive technology in installations such as Antapaccay, Chuquicamata, and Las Bambas has confirmed the technical maturity of EESM-based systems, providing reliable solutions for the most demanding material-handling applications. At the same time, our experts agreed that the use of PMSMs in conveyor systems is likely to increase, as their compactness eases their integration into both new and existing systems.
For mining operations planning new conveyor infrastructure or considering major upgrades to existing systems, the message from our experts was clear. Gearless drives merit serious evaluation, as a proven technology offering measurable advantages in key metrics. With mines continuing to push boundaries in scale, distance, and operating conditions, the simplified mechanical design and enhanced control capabilities of gearless technology position it as a serious alternative for critical conveying applications.
UNDERGROUND APPLICATIONS: UNIQUE BENEFITS AND CHALLENGES

“Underground installations present several specific challenges,” TAKRAF Group’s Dr. Mario Dilefeld noted. “Due to the depth of many underground mines, conveyors may require significant lift over long distances to reach the surface. This can lead to mechanical limits being reached earlier than in long overland systems. It is also common to aim for the fewest possible number of conveyor flights to reduce the number of transfer points. Any transfer point located below the surface requires a cavern, which is costly to build and may introduce additional project-related risks.”
Gearless drives address these challenges directly. “Higher drive powers can be installed, enabling longer conveyor flights compared with conventional drive arrangements,” the TAKRAF Group engineer continued. “This helps reduce the number of required caverns. In addition, higher drive efficiency reduces cooling effort and space requirements, particularly compared with an SCIM combined with a large parallel-shaft gearbox. There is also lower fire load due to the absence of gearbox oil as a potential ignition source.”

The LKAB underground installation at the Malmberget mine in Sweden is a case in point, operating two 1600 kW gearless drive units with PMSMs from ABB, delivering a peak torque of 570 kNm, noted the company’s Ulf Richter. These replaced older, gearbox-based motors in tight underground stations. The upgrade is projected to increase production, availability, and energy efficiency and improve the underground mining environment. Meanwhile, Innomotics has supplied eight gearless drive units, each providing 5.5 MW of drive power, for an underground conveying system in Mongolia that transports copper ore from a depth of about 1 km to the surface for processing, Dr. Torsten Hellmuth confirmed.