As the mining industry seeks long-term economic and environmental sustainability, energy use, water consumption, and material efficiency are top concerns. How do these topics relate to slurry pumps? North American Mining asked a group of experts from leading pump manufacturers for their views.
by Jonathan Rowland

The mining industry is at a pivotal juncture. Amid rising demand for mineral products, the pursuit of long-term economic and environmental sustainability is more critical than ever. As operations strive to enhance efficiency and reduce their ecological footprint, the role of slurry pumps is significant. This article delves into some key aspects of slurry pump sustainability, focusing on energy efficiency, water consumption, and material efficiency. It explores how advancements in pump technology and best practices can drive the mining industry toward a more sustainable future.
Energy efficiency
Although many variables impact a pump’s total cost of ownership (TCO), energy input costs are among the most significant. Improving energy efficiency can, thus, lead to substantial cost savings; it can also reduce a mineral processing plant’s carbon footprint (depending on the energy source). “Slurry pump efficiency is largely driven by three key factors: proper pump sizing, volute and impeller (hydraulic) design, and pump tolerancing,” explained Willian Pisani, an application engineer at Schurco Slurry. “All three are crucial to consider when selecting a pump for an application.”
Slurry pumps are designed around a best-efficiency point (BEP), continued Pisani. “As you move away from the BEP, efficiency decreases. Selecting a pump with a BEP close to or just above your target duty point is important here, and largely depends on the pump’s sizing. Pumps that are too big or too small for the application will reduce efficiency.”
“Bigger is not always better, and faster is not always stronger,” agreed Brent Pruitt, a design engineer at KSB GIW Inc. “Oversized pumps guzzle power while undersized pumps underperform. Operating away from the BEP also causes issues like recirculation, pre-rotation wear, and cavitation. In contrast, pumps properly selected for the application to run consistently close to the BEP will run at top efficiency.”
Appropriately sizing the pump system also extends to the pipelines. “If a pipeline is too small in diameter, much energy is lost as friction,” said Pruitt’s KSB GIW colleague, John Park, sales for KSB GIW in the U.S. Western Region. “Too large a pipeline results in too slow a velocity, which can cause the slurry to settle and may lead to blockage. Sump design and configuration are other important factors: poor sump design, suction pipeline configuration, or feeding practices can cause cavitation, air entrainment, plugging, and unnecessary wear.”
Moving onto a pump’s hydraulic performance, the impeller and volute design will impact where the BEP falls for a particular pump size. First, a note on terms:
- Impellers are the rotating components that impart kinetic energy to the slurry, causing it to move through the pump.
- The volute is the casing that captures the slurry’s velocity and converts it into pressure, forcing the slurry out of the pump.
“Similarly sized pumps may perform differently, even in the same application, because they have different impellers and volutes,” said Schurco Slurry’s Pisani. “Ensuring you have an appropriate hydraulic design that brings your duty point close to the BEP will help ensure the pump runs as efficiently as possible.”
A pump’s hydraulic design is “the most significant factor in its efficiency,” argued Ramon Romero, applications engineer for specialty pumps, cyclones, and valves at FLSmidth. “Tight internal clearances prevent fluid recirculation and efficiency losses. In pumps that handle water, clearances are designed to be as tight as possible and maintained to ensure optimal efficiency. However, in slurry pumps, solids attempt to recirculate and enter these tight spaces, such as between the impeller and the suction side. This leads to mechanical grinding, which wastes energy. In-pump grinding also significantly impacts the pump’s wear life.”
All slurry pump designs work to mitigate this unwanted flow pattern. For example, according to Romero, FLS’s adjustable wear ring technology allows operators to control the suction-side clearance while the pump operates. “This helps maintain design performance over the pump’s life without increasing pump speed, which costs energy and may increase wear.”
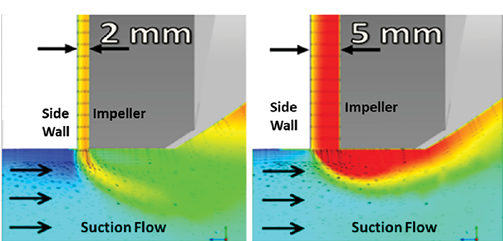
When the pump is turned on, “the impeller throws the slurry to the outside of the case, creating a low-pressure zone at the eye of the impeller, which is filled with the positive pressure from the sump,” continued the FLS engineer. “This creates a pressure gradient, with slurry flowing from high to low pressure and causing recirculation. Closing the gap between the suction side and the impeller is key to minimizing recirculation and maximizing efficiency. Even a 1 mm increase in the gap can result in a major loss in flow and efficiency while causing wear at the impeller eye (Figure 1).”
“Larger tolerances are expected in heavy-duty slurry pumps, but finding a way to keep things as tight as possible will always help efficiency,” agreed Schurco Slurry’s Pisani. “Double-checking the spacing between the impeller and front liners is a surefire way to maximize efficiency; this can be done relatively easily during downtime. Contact your pump supplier if you have any questions about doing this.”
There are also the physical properties of the slurry itself. Viscosity, friction, and particle characteristics (size, shape, density) play a “significant role,” said KSB GIW’s Pruitt. “The solids’ specific gravity and percentage of solids in the liquid will affect the pump’s efficiency,” added Kevin Boicken, Southeast sales manager at Tsurumi (America), Inc. “Higher gravities will require more power; essentially, engine and discharge pressure must increase as slurry density increases.”
How do I know if my pump is operating inefficiently?
Underperforming pumps “exhibit several warning signs,” said Pruitt. “These include rising energy costs, reduced flow rates, frequent breakdowns and repairs, increased vibrations and noise, overheating, and fluctuating pressure readings. Noticing any of these indicates your pump requires attention.”
“If the pumps are drawing more amps than they were designed for, they are likely not operating at the BEP,” agreed Boicken. “Internal discharge pressure gauges and flow meters can also be installed to monitor performance and indicate problems. Ultimately, regular maintenance is vital as it can identify issues ahead of time, preventing disruptions that could lead to unnecessary energy consumption and project delays. It will also help ensure that the pump operates optimally.”
During maintenance breaks, learning to recognize uneven wear patterns or heavy localized gouging of the liners will help operators identify when a pump is operating further from the BEP than it should. “When a pump is undersized, the slurry’s trajectory will collide with the casing past the cutwater, causing wear (or, in worst case scenarios, a hole) in this area,” explained FLS’s Romero. “When a pump is undersized, the suction velocity is too high, causing the slurry to collide with the back of the impeller, again causing heavy wear or holes to appear here.”
Romero continued: “Operators can also look for slurry recirculation, as recirculation is a significant indicator of an inefficiently operating pump. If an end-of-life impeller shows increased eye diameter, it confirms recirculation; recirculation can also be observed in the control room as a drop in flow compared to the expected value at the same RPM.”
“Verifying that the sizing, the design of the volute and impeller, and the pump’s tolerancing were considered during pump selection is always recommended,” said Schurco Slurry’s Pisani. “In the mining world, assets are often moved around. A pump sized for one application may be retrofitted into another. Reaching out to the pump manufacturer for pump curves so you can compare them to your current operation is never a bad idea.”
“Achieving optimum slurry pump efficiency relies on several key principles,” concluded KSB GIW’s Park. “Firstly, selecting the appropriate pump and impeller design ensures the right tool is used for the job. Secondly, controlling velocity is crucial. It must be fast enough to keep solids in motion without causing damage. Thirdly, ensure the pump operates as close to the BEP as possible. Fourthly, appropriate wear-resistant materials should be used to extend the pump’s operating life. And lastly, regular inspections and maintenance will help prevent major failures and keep the system running smoothly. Adhering to these fundamentals will ensure you can maintain efficient slurry movement, save energy, reduce downtime, and improve overall operational performance.”

Water consumption
Water availability is an increasing risk factor for mineral processing operations, with many looking to reduce freshwater draw to a minimum. Yet, many slurry pumps will require a steady supply of clean water – gland water – to function. This gland water is supplied to a pump’s stuffing box to help seal pumps and prevent slurry from escaping through the pump’s drive side. Injected into the seal through a connection on the gland plate, gland water also helps to “lubricate and cool the shaft, dissipate heat in the stuffing box, and keep debris out of the seal chamber,” explained Tsurumi’s Boicken. “Essentially, it protects the shaft from wear while acting as a barrier against the pumped fluid.”
“Most pump manufacturers have a ‘low flow’ gland option,” said Schurco Slurry’s Pisani. “Typically, a water-sealed gland will have seal water entering the pump at the same location as the shaft. This seal is usually designed with a ‘restrictor’ that directs the water flow into the pump. Tightening the restrictor’s tolerance can reduce water flow; however, it can be made so tight that any heat expansion leads to damage. This means the low-flow restrictor may be made from a material with a lower coefficient of thermal expansion; as long as this material will not negatively react to the slurry, it may be used to reduce freshwater consumption.”
“With these designs, flow rates can be reduced by more than 50% while maintaining acceptable packing and wear life,” said Mollie Timmerman, business development manager at KSB GIW. “For select applications, it is also possible to use a mechanical seal, which may not require any flush or be available with a flush plan. Lastly, pumps with an expeller design do not require gland water for operation.”
“Expeller seals use centrifugal force to push slurry away from the shaft, eliminating the need for water,” added FLS’s Romero. “Mechanical seals can be used in low-concentration applications without needing an external water source. However, gland water is often the most reliable sealing arrangement, so we have developed designs to minimize water consumption. As part of our Mission Zero Mine program, we constantly work to reduce our pumps’ water requirements.”
“By reaching out to a manufacturer, mining companies will be able to explore options that best fit their applications,” concluded Tsurumi’s Boicken.
Material efficiency
Optimizing the materials consumed in manufacturing and maintaining pumping systems can reduce lifecycle costs and the environmental impact. Maximizing a pump’s operating and wear life is a key aim here. Pump design – particularly proper pump sizing – is crucial, as discussed earlier. “However, we can contribute in other ways,” said FLS’s Romero. “For example, investing in material compositions that maintain the pump’s internal geometries for as long as possible is beneficial. This means developing material blends that increase wear life while maintaining the same manufacturing process.”
“Verifying the wet-end components in your pump are manufactured from a suitable material for your slurry can have a huge impact on your pump’s lifetime,” agreed Schurco Slurry’s Pisani. “A typical slurry pump is a split-case design, which allows wear components to be easily swapped. Most of the time, a manufacturer can recommend a liner material based on the type of rock and the size of the material going through the pump. Still, there are times when this original recommendation may not be best for the application. It’s always worthwhile asking your pump manufacturer to double-check the suitability of your liner material, particularly should any operating parameters change. It may be worth trying different materials through the first few lifecycles to see what works best for your slurry.”
“Pump manufacturers can also significantly improve material efficiency over a pump’s lifetime by integrating advanced monitoring and maintenance technologies, said Robert Visintainer, VP of Engineering and R&D at KSB GIW. “For example, real-time, continuous monitoring solutions, such as GIW SLYsight, offer daily insight into critical aspects of pump operation, such as internal clearances. They remove the guesswork traditionally involved in pump maintenance, helping to manage pump wear more effectively and leading to better-informed maintenance decisions and extended pump longevity.”
“Simplifying critical maintenance practices will also benefit pump longevity,” the KSB GIW executive continued. “For example, impeller nose clearance adjustment is traditionally a labor-intensive process requiring a team of people. Automating this process using a solution like GIW RAMSL enables adjustment at the push of a button, saving time, reducing safety risks and physical labor, and making it more likely that adjustments are made promptly to maintain pumping efficiency.”
“We can also put effort into recycling scrap to increase the sustainability of the whole process,” added Romero. Finally, training onside personnel to recognize when a part needs replacing can help ensure optimal usage and longevity of components.”
Conclusion
Achieving sustainability in slurry pump operations requires a holistic approach that considers energy, water, and material efficiency. By adhering to the best pump selection, design, and maintenance practices, mining companies can optimize operations, reduce environmental impact, and ensure long-term economic viability.